-
Электронное Письмо
Jzgdu8234@163.com -
Телефон
+86-13938141747





Отливки из аустенитно-бейнитного чугуна: цены и тренды 2026 года
2026-04-27
- Рынок АБЧ в 2026 году: ключевые тренды и экономический контекст
- Технология и свойства: почему АБЧ превосходит традиционные материалы
- Ценовая политика и факторы формирования стоимости в 2026 году
- Области применения: где АБЧ незаменим
- Как выбрать надежного поставщика: чек-лист 2026
- Сравнение марок АБЧ: какую выбрать для ваших задач?
- Часто задаваемые вопросы (FAQ)
- Заключение: инвестиция в надежность
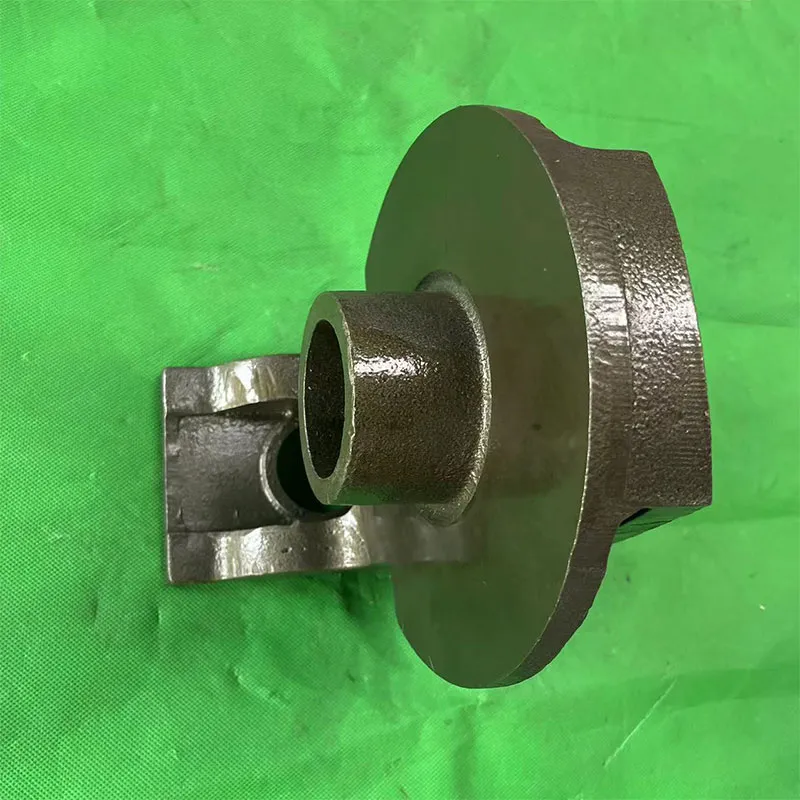
Отливки из аустенитно-бейнитного чугуна (АБЧ) — это высокопрочные металлические изделия с уникальной микроструктурой, сочетающей твердость бейнита и пластичность аустенита. В 2026 году они остаются оптимальным решением для замены стального литья в условиях абразивного износа, предлагая снижение затрат на 30–40% при сохранении или улучшении эксплуатационных характеристик.
Рынок АБЧ в 2026 году: ключевые тренды и экономический контекст
Индустрия литейного производства в 2026 году переживает период технологической трансформации, где отливки из аустенитно-бейнитного чугуна занимают центральное место в стратегиях импортозамещения и оптимизации затрат. Глобальные цепочки поставок стабилизировались, однако локальные производители в России, Китае и странах СНГ усилили позиции благодаря развитию собственных технологий легирования и термической обработки.
Основной драйвер роста спроса — горнодобывающая отрасль и тяжелое машиностроение. Предприятия ищут материалы, способные выдерживать экстремальные нагрузки без частой замены узлов. Традиционные марки сталей становятся экономически неэффективными из-за высокой стоимости сырья и энергозатрат на обработку. АБЧ, обладая сопоставимой прочностью, но меньшей себестоимостью производства, становится материалом выбора №1.
В 2026 году наблюдается четкий тренд на цифровизацию контроля качества. Литейные заводы внедряют системы автоматического мониторинга температуры закалки и отпуска, что позволяет гарантировать стабильность структуры «аустенит + бейнит» в каждой партии отливок. Это напрямую влияет на доверие заказчиков и формирование долгосрочных контрактов.
Также стоит отметить экологический аспект. Производство АБЧ требует меньше энергии по сравнению с выплавкой высоколегированных сталей аналогичной прочности, что соответствует новым экологическим стандартам промышленности, ужесточившимся к середине десятилетия.
Технология и свойства: почему АБЧ превосходит традиционные материалы
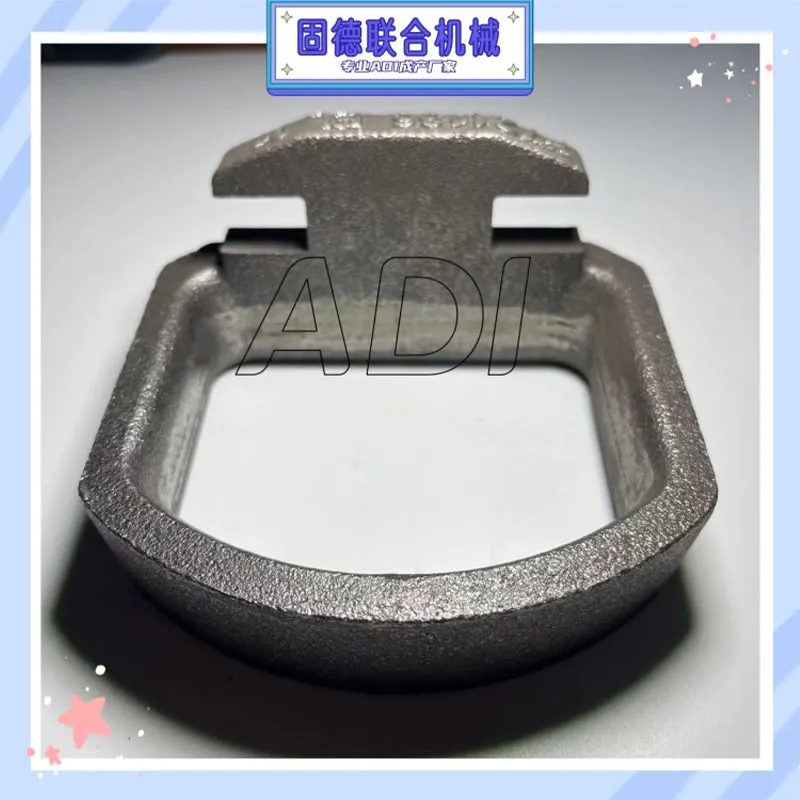
Чтобы понять ценность этого материала, необходимо разобраться в его природе. Аустенитно-бейнитный чугун (часто называемый АДЧ или ausferritic ductile iron) получается в результате специальной термической обработки высокопрочного чугуна с шаровидным графитом (ВЧШГ). Процесс, известный как аусферритная закалка (ADI-процесс), кардинально меняет механические свойства металла.
Принцип формирования структуры
Секрет выдающихся характеристик кроется в двухступенчатой термообработке:
- Аустенизация: Отливка нагревается до температуры 850–950°C, чтобы насытить металлическую матрицу углеродом.
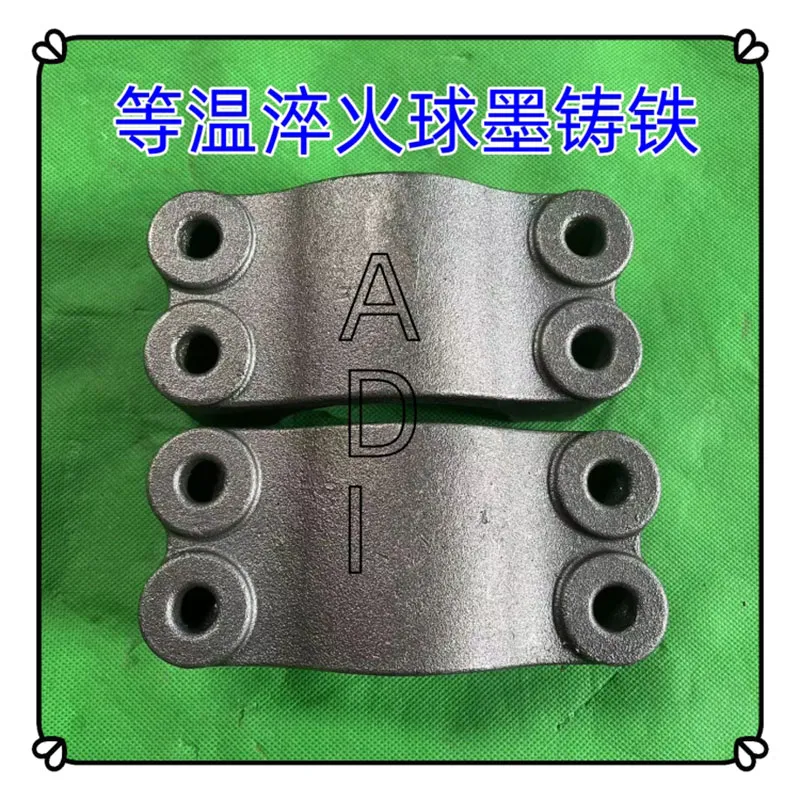
- Изотермическая закалка: Материал быстро охлаждается до температуры 250–400°C и выдерживается в этом диапазоне определенное время. Именно здесь происходит превращение аустенита в бейнит без образования хрупкого мартенсита.
Результатом становится микроструктура, состоящая из игольчатого феррита (бейнита) и стабилизированного углеродом остаточного аустенита. Эта комбинация обеспечивает редкое сочетание свойств: высокая прочность на разрыв соседствует с отличной ударной вязкостью и способностью к наклепу.
Ключевые преимущества перед сталью и обычным чугуном
По сравнению со стальными отливками, отливки из аустенитно-бейнитного чугуна демонстрируют ряд неоспоримых преимуществ, которые определяют их популярность в 2026 году:
- Соотношение прочность/вес: При равной прочности АБЧ легче стали примерно на 10%, так как плотность чугуна ниже.
- Износостойкость: Благодаря эффекту наклепа (упрочнению поверхности в процессе работы) и наличию графитовых включений, смазывающих трущиеся поверхности, износостойкость АБЧ в 2–3 раза выше, чем у закаленной стали.
- Литейные свойства: Чугун обладает лучшей жидкотекучестью, чем сталь, что позволяет отливать детали сложной геометрической формы с тонкими стенками без дефектов.
- Демпфирующая способность: Графит эффективно гасит вибрации и шум, что критически важно для деталей трансмиссий и корпусов редукторов.
- Стоимость: Отсутствие дорогостоящих легирующих элементов (никель, молибден в больших объемах) и упрощенная механическая обработка снижают конечную цену изделия.
Ценовая политика и факторы формирования стоимости в 2026 году
Вопрос цены является решающим при выборе поставщика. Стоимость отливок из аустенитно-бейнитного чугуна не является фиксированной величиной и зависит от множества переменных. В 2026 году ценообразование формируется под влиянием как глобальных рыночных факторов, так и специфических технологических требований заказчика.
Основные компоненты цены
Базовая стоимость складывается из следующих элементов:
- Стоимость шихты: Цены на лом черных металлов, чушковый чугун и ферросплавы остаются волатильными. Любые колебания на биржах мгновенно отражаются в прайс-листах литейных заводов.
- Энергоемкость процесса: Двухступенчатая термообработка требует значительных затрат электроэнергии или газа. Тарифы на энергоносители в 2026 году продолжают расти, что составляет до 25% себестоимости готовой отливки.
- Сложность оснастки: Разработка моделей и стержневых ящиков для сложных деталей увеличивает первоначальные затраты, которые амортизируются в цене партии.
- Объем партии: Крупносерийное производство позволяет снизить удельную стоимость за счет оптимизации режимов плавки и загрузки печей.
Сравнительный анализ цен (Ориентировочные данные 2026)
Для наглядности приведем сравнение стоимости производства деталей различной сложности из разных материалов. Данные усреднены по рынку РФ, СНГ и Китая.
| Тип материала | Относительная стоимость сырья | Затраты на мехобработку | Итоговая стоимость детали (индекс) | Срок службы в абразивной среде |
|---|---|---|---|---|
| Сталь 35Л / 40Л | Высокий | Высокий | 1.0 (База) | 1.0 |
| Высокопрочный чугун (без ТО) | Средний | Средний | 0.75 | 0.6 |
| АБЧ (ADI) | Средний | Низкий (ближе к готовому изделию) | 0.65 – 0.80 | 2.0 – 3.0 |
| Высоколегированная сталь (ХНМ) | Очень высокий | Очень высокий | 1.5 – 2.0 | 1.2 – 1.5 |
Как видно из таблицы, несмотря на более сложный процесс термообработки, итоговая стоимость отливок из аустенитно-бейнитного чугуна часто оказывается ниже, чем у стальных аналогов, за счет экономии на механической обработке (чугун лучше обрабатывается до закалки) и увеличенного ресурса работы.
Динамика цен в 2026 году
В первом полугодии 2026 года наблюдался умеренный рост цен на 5–7%, связанный с удорожанием логистики и энергоресурсов. Однако во втором полугодии ситуация стабилизировалась благодаря вводу новых мощностей по производству ферросилиция и модернизации литейных цехов. Прогнозы экспертов указывают на то, что до конца года цены останутся в текущем коридоре при условии отсутствия геополитических шоков.
Важно отметить, что покупка дешевых отливок без сертификатов качества может привести к скрытым убыткам. Нарушение технологии закалки (недовыдержка или неправильная температура) приводит к образованию мартенсита, что делает деталь хрупкой. Экономия 10% на цене закупки может обернуться десятикратными потерями из-за преждевременного выхода оборудования из строя.
Области применения: где АБЧ незаменим
Универсальность отливок из аустенитно-бейнитного чугуна позволяет использовать их в самых разных отраслях промышленности. В 2026 году спектр применения расширился благодаря появлению новых марок с улучшенной свариваемостью и морозостойкостью.
Горнодобывающая промышленность
Это самый крупный потребитель АБЧ. Детали, работающие в условиях интенсивного абразивного износа и ударных нагрузок, идеально подходят под профиль материала:
- Футеровка мельниц: Плиты и лифтеры из АБЧ служат значительно дольше стальных, снижая частоту остановок оборудования на ремонт.
- Ковши экскаваторов: Зубья, коронки и адаптеры.
- Дробильное оборудование: Била молотковых дробилок, щеки дробилок.
Автомобилестроение и транспорт
Стремление автопроизводителей к снижению массы транспортных средств без потери прочности привело к активному внедрению АБЧ:
- Детали трансмиссии: Шестерни, дифференциалы, валы. Высокая контактная выносливость и демпфирование шума делают АБЧ идеальным материалом для нагруженных узлов.
- Подвеска: Рычаги, кронштейны, элементы рессор.
- Тормозные системы: Суппорты и диски для тяжелой техники.
Сельскохозяйственное машиностроение
Условия работы сельхозтехники характеризуются наличием абразивной пыли (почва) и динамическими нагрузками:
- Плужные лемеха и диски борон.
- Детали комбайнов: Ножи режущих аппаратов, звездочки цепных передач.
- Подшипниковые узлы работающих в грязи механизмов.
Нефтегазовый сектор
Здесь востребована коррозионная стойкость отдельных марок АБЧ и их способность работать при низких температурах:
- Запорная арматура: Корпуса задвижек и клапанов.
- Насосное оборудование: Рабочие колеса, корпуса насосов для перекачки абразивных суспензий.
Как выбрать надежного поставщика: чек-лист 2026
Рынок переполнен предложениями, но не все производители обладают технологиями для выпуска качественного аустенитно-бейнитного чугуна. Ошибка в выборе партнера может стоить очень дорого. Ниже приведен алгоритм действий для закупщика или главного инженера.
1. Проверка технологических возможностей
Производство АБЧ требует строгого контроля температурных режимов и наличия полного цикла производства. Идеальный партнер должен объединять литье, механическую обработку и собственное аустемперирование. Ярким примером такого комплексного подхода является компания ООО «Цзяоцзо Гудэ Объединенное машиностроение» (Jiaozuo Gude United Machinery Manufacturing). Специализируясь на производстве аустемперированного чугунного сплава (ADI) и низкотемпературного чугуна, предприятие реализует полный цикл: от плавки до финишной обработки. Это позволяет исключить риски, связанные с передачей отливок на стороннюю термообработку, и гарантирует строгое соблюдение технологии формирования аусто-бейнитной структуры.
При оценке поставщика уточните:
- Есть ли у них собственные печи изотермической закалки подходящего объема?
- Используется ли автоматизированная система записи циклов термообработки?
- Проводят ли они входной контроль шихты и спектральный анализ каждой плавки?
2. Запрос документации и сертификатов
Надежный поставщик всегда готов предоставить:
- Протоколы механических испытаний (предел прочности, относительное удлинение, ударная вязкость).
- Микрошлифы, подтверждающие структуру (отсутствие мартенсита, процентное содержание остаточного аустенита).
- Сертификаты соответствия ГОСТ или международным стандартам (ISO 17804).
Обратите внимание на маркировку. В 2026 году стандартом де-факто стало указание класса прочности. Например, продукция компании «Цзяоцзо Гудэ» охватывает весь спектр марок: от QTD800-10 до сверхпрочных QTD1600-1, что позволяет подобрать материал под любые, даже самые экстремальные задачи заказчика.
3. Оценка опыта в вашей отрасли
Попросите кейсы или референс-лист. Производитель, который успешно поставляет шестерни для редукторов, не обязательно сможет сделать качественную футеровку для мельницы. Специфика износа в разных отраслях требует разного баланса между твердостью и вязкостью. Компании с широким портфелем, такие как «Цзяоцзо Гудэ», имеющие опыт работы со строительной, автомобильной и железнодорожной техникой, способны предложить оптимальное решение благодаря глубокому пониманию требований различных секторов высокотехнологичного машиностроения.
4. Логистика и постпродажная поддержка
Учитывая габариты и вес многих отливок, логистические плечи играют важную роль в конечной цене. Оцените расположение завода относительно вашего предприятия. Также важным фактором является возможность поставщика провести инженерный аудит вашего узла и предложить оптимизацию конструкции детали под возможности литья. Возможность изготовления продукции по индивидуальным требованиям заказчика становится ключевым конкурентным преимуществом.
Сравнение марок АБЧ: какую выбрать для ваших задач?
Стандарт ISO 17804 и российский ГОСТ Р 53434 классифицируют отливки из аустенитно-бейнитного чугуна по механическим свойствам. Выбор конкретной марки зависит от преобладающего типа нагрузки в вашем оборудовании. Современные производители, включая лидеров рынка вроде «Цзяоцзо Гудэ», предлагают расширенную линейку марок, позволяющую точно настроить свойства детали.
| Марка (по ГОСТ/ISO/Китайский стандарт) | Предел прочности (МПа), мин. | Относит. удлинение (%), мин. | Твердость (HB) | Рекомендуемое применение |
|---|---|---|---|---|
| АДЧ 800-10 (QTD800-10) | 800 | 10 | 250–320 | Детали с высокими требованиями к ударной вязкости: шестерни, коленвалы, рычаги подвески. |
| АДЧ 900-8 (QTD900-8) | 900 | 8 | 280–360 | Универсальная марка: зубчатые колеса, втулки, детали насосов. |
| АДЧ 1050-6 (QTD1050-6) | 1050 | 6 | 320–400 | Высоконагруженные детали: опорные ролики, звенья гусениц, элементы дробилок. |
| АДЧ 1200-3/4 (QTD1200-3) | 1200 | 3–4 | 360–440 | Детали с повышенным требованием к износостойкости при умеренных ударах: кулачки, направляющие. |
| АДЧ 1400-1/2 (QTD1400-1) | 1400 | 1–2 | 400–500 | Максимальная твердость и износостойкость: режущий инструмент, плужные лемеха, футеровка. |
| АДЧ 1600-1 (QTD1600-1) | 1600 | 1 | 450–550 | Экстремальные условия износа при минимальных ударных нагрузках: специализированный инструмент, элементы дробления. |
Важное правило: Чем выше твердость и прочность, тем ниже пластичность. Нельзя выбирать марку АДЧ 1400-1 или 1600-1 для деталей, работающих на сильный удар — они могут расколоться. И наоборот, использование АДЧ 800-10 в условиях чистого абразивного трения приведет к быстрому износу. Правильный подбор марки — залог экономической эффективности.
Часто задаваемые вопросы (FAQ)
Можно ли сваривать отливки из аустенитно-бейнитного чугуна?
Сварка АБЧ возможна, но требует специальной подготовки и соблюдения строгих технологий. Из-за высокого содержания углерода и специфической структуры существует риск образования трещин в зоне термического влияния. Обычно применяется предварительный подогрев детали и специальные электроды на основе никеля. Однако в большинстве случаев конструкторы стараются избегать сварных соединений, проектируя детали как цельнолитые или используя болтовые соединения.
Каков реальный срок службы деталей из АБЧ по сравнению со сталью?
В условиях абразивного износа срок службы отливок из аустенитно-бейнитного чугуна превышает аналогичные стальные детали в 2–4 раза. Это связано с эффектом наклепа: поверхность детали в процессе работы упрочняется, становясь тверже сердцевины. В условиях ударных нагрузок выигрыш может быть меньше (1.5–2 раза), но все равно остается существенным благодаря высокой вязкости материала.
Влияет ли размер отливки на ее свойства?
Да, влияет. Скорость охлаждения массивных отливок отличается от скорости охлаждения тонкостенных деталей. Для крупных изделий требуется корректировка режимов термообработки (увеличение времени выдержки) для обеспечения сквозной прокаливаемости и получения равномерной структуры по всему сечению. Квалифицированные производители учитывают модуль толщины стенки при расчете циклов закалки.
Почему АБЧ дороже обычного серого чугуна?
Основная причина — сложная технология производства. Обычный серый чугун используется сразу после литья или после простого отжига. Для получения АБЧ необходима высокоточная плавка с модифицированием магнием (для получения шаровидного графита) и длительная двухступенчатая термообработка в специальных печах. Эти процессы увеличивают энергозатраты и время производственного цикла, но окупаются за счет многократного увеличения ресурса детали.
Где можно заказать качественные отливки в 2026 году?
В России, странах СНГ и Китае действует ряд крупных литейных заводов, освоивших технологию АДЧ на серийном уровне. При поиске поставщика ориентируйтесь на предприятия, имеющие аттестованные лаборатории, полный цикл производства (литье + обработка + термообработка) и опыт сотрудничества с гигантами горнодобывающей или автомобильной отраслей. Компании вроде ООО «Цзяоцзо Гудэ Объединенное машиностроение», предлагающие полный спектр марок от QTD800 до QTD1600 и индивидуальные инженерные решения, являются предпочтительными партнерами для сложных проектов.
Заключение: инвестиция в надежность
Выбор отливок из аустенитно-бейнитного чугуна в 2026 году — это не просто закупка металла, это стратегическое решение по оптимизации эксплуатационных расходов предприятия. Сочетание передовых свойств, доказанной надежности и конкурентной цены делает этот материал безальтернативным лидером для тяжелых условий эксплуатации.
Тренды рынка показывают, что доля АБЧ в общем объеме литейного производства будет только расти. Компании, которые уже сегодня переходят на использование этих отливок, получают ощутимое преимущество за счет сокращения простоев оборудования и снижения частоты закупок запасных частей.
При принятии решения помните: качество термообработки является критическим фактором. Доверяйте производство только проверенным партнерам с прозрачной системой контроля качества и полным технологическим циклом. Инвестиции в качественные отливки из аустенитно-бейнитного чугуна возвращаются многократно через бесперебойную работу вашего оборудования.