-
Электронное Письмо
Jzgdu8234@163.com -
Телефон
+86-13938141747





Изотермически закаленный чугун 2026: цены, свойства и новые технологии
2026-04-27
- Что такое изотермически закаленный чугун и почему он актуален в 2026 году?
- Технология производства: от плавки до изотермической выдержки
- Механические свойства и сравнение с конкурентами
- Ценовая политика и факторы формирования стоимости в 2026 году
- Области применения и реальные кейсы использования
- Как выбрать поставщика и оценить качество продукции
- Часто задаваемые вопросы (FAQ)
- Заключение: Будущее за умными материалами
Изотермически закаленный чугун (АДИ) — это высокопрочный сплав с уникальной бейнитной структурой, получаемой путем специальной термической обработки, что обеспечивает сочетание прочности стали и литейных свойств чугуна. В 2026 году этот материал становится стандартом для критически важных узлов в машиностроении благодаря снижению стоимости производства на 15–20% по сравнению с легированными сталями и внедрению новых технологий контролируемого охлаждения.
Что такое изотермически закаленный чугун и почему он актуален в 2026 году?
Изотермически закаленный чугун, часто называемый аустемперированным дульным чугуном (АДИ), представляет собой результат эволюции традиционного серого чугуна. Ключевое отличие заключается не в химическом составе, а в структуре металла, формируемой в процессе термообработки. Если обычный чугун содержит пластинчатый или шаровидный графит в ферритно-перлитной матрице, то изотермически закаленный чугун обладает матрицей из аустенита и игольчатого феррита (бейнита).
Эта микроструктура достигается благодаря процессу аустемперирования: нагрев до аустенитного состояния с последующим быстрым охлаждением до определенной температуры (обычно 250–400°C) и выдержкой в расплаве солей или специальной печи до завершения фазового превращения. Именно эта технология позволяет материалу избегать хрупкости мартенсита, сохраняя при этом экстремально высокие показатели прочности и ударной вязкости.
В контексте промышленного ландшафта 2026 года интерес к АДИ достиг пика. Глобальный тренд на энергоэффективность и снижение веса конструкций заставляет инженеров пересматривать выбор материалов. Сталь, несмотря на свои преимущества, требует сложной механической обработки и имеет больший удельный вес. Чугун же, особенно после изотермической закалки, позволяет создавать детали сложной формы методом литья с минимальной последующей обработкой резанием.
Современные стандарты качества, такие как обновленные версии ISO 17804 и ASTM A897, ужесточили требования к однородности структуры. Производители в 2026 году массово внедряют системы автоматического контроля температуры ванн и цифровые двойники процессов термообработки, что гарантирует стабильность свойств от партии к партии. Это сделало изотермически закаленный чугун предсказуемым материалом для ответственных применений, где ранее использовались только дорогостоящие легированные стали.
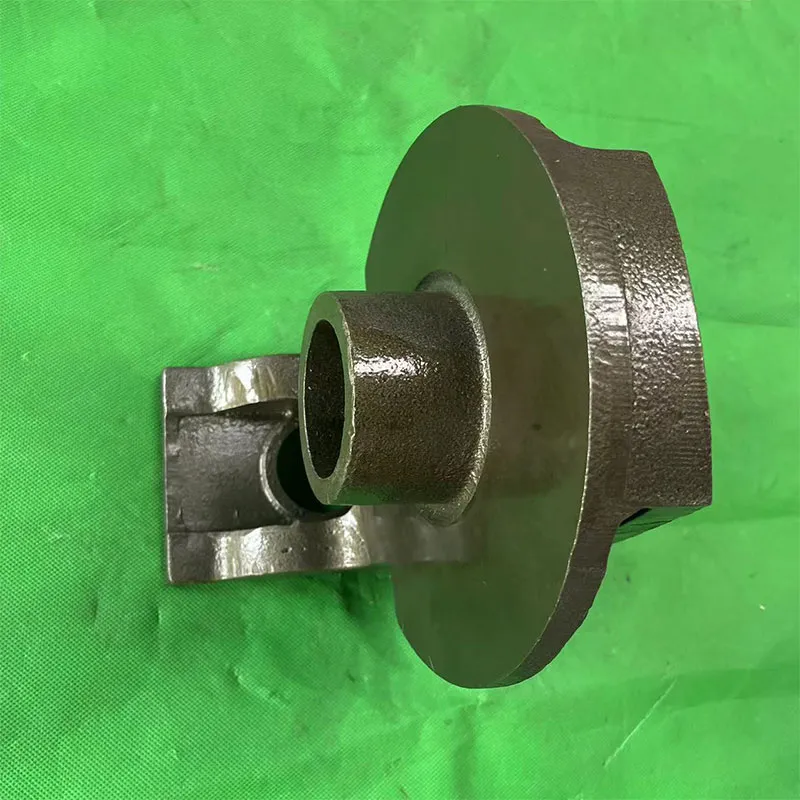
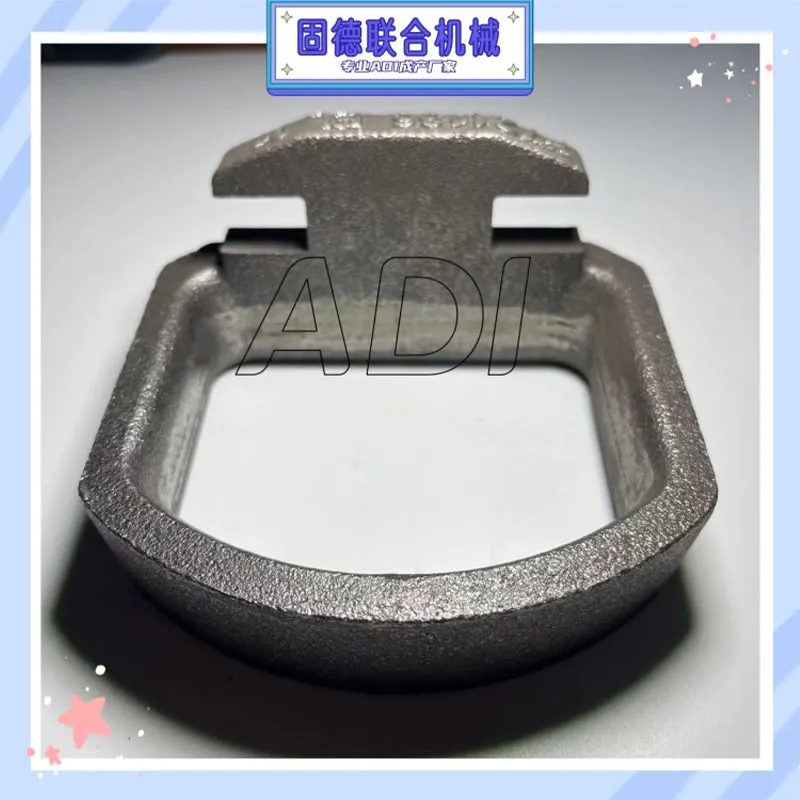
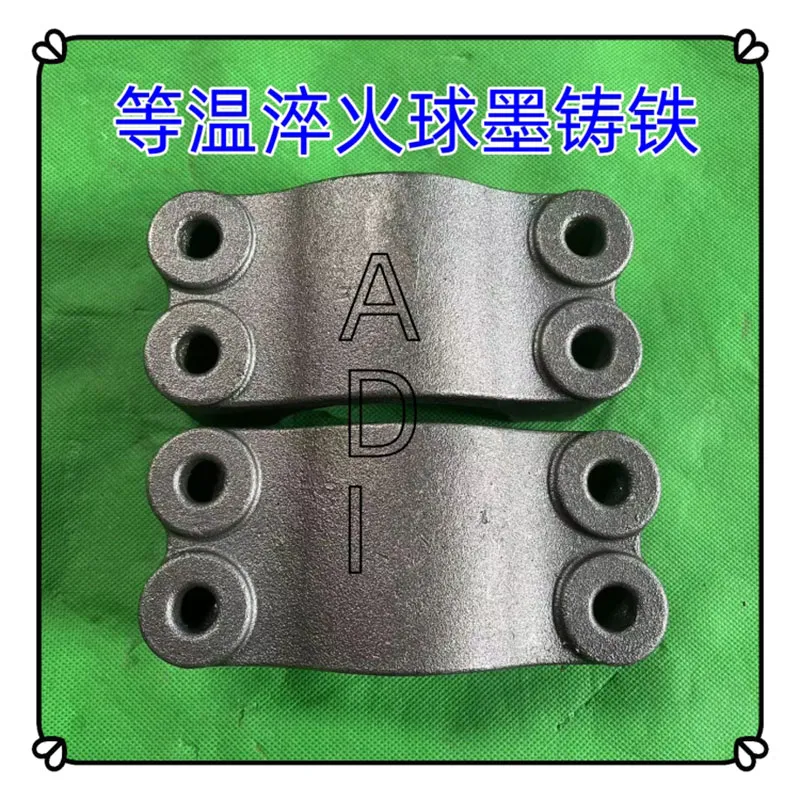
Ярким примером предприятия, успешно реализующего полный цикл производства таких материалов, является компания ООО «Цзяоцзо Гудэ Объединенное машиностроение». Специализируясь на выпуске аустемперированного чугунного сплава (ADI) и низкотемпературного чугуна, завод объединяет в себе литейное производство, цеха механической обработки и собственные линии аустемперирования. Такой интегрированный подход позволяет компании предлагать полный спектр марок АДИ — от QTD800-10 до сверхпрочного QTD1600-1, гарантируя высокое качество двухфазной структуры (бейнитный феррит + остаточный аустенит) и соответствие жестким требованиям современных отраслей, от автомобилестроения до железнодорожного транспорта.
Технология производства: от плавки до изотермической выдержки
Процесс получения высококачественного АДИ является многоступенчатым и требует строгого соблюдения технологических параметров. Любое отклонение от режима может привести к образованию нежелательных фаз, таких как мартенсит или свободный цементит, которые резко снижают эксплуатационные характеристики.
Этап 1: Плавка и модифицирование
Все начинается с выплавки чугуна с шаровидным графитом (ЧШГ). Химический состав тщательно балансируется. Ключевыми элементами являются углерод (3.2–3.8%) и кремний (2.2–2.8%). В 2026 году наблюдается тенденция к снижению содержания марганца до минимально возможных значений (менее 0.3%), чтобы предотвратить сегрегацию в межзеренных пространствах, которая ухудшает ударную вязкость.
Критически важным этапом является сфероидизация графита. Используются современные лигатуры на основе магния и редкоземельных элементов. Форма графитовых включений должна быть максимально близкой к сфере (оценка 1–2 по стандарту), так как именно они работают как естественные концентраторы напряжений, гасящие трещины.
Этап 2: Аустенизация
Отливки нагреваются в печах до температуры 850–950°C. Цель этого этапа — насыщение аустенита углеродом. Время выдержки рассчитывается индивидуально для каждой детали исходя из толщины стенки и количества графитовых включений. Современные печи с рециркуляцией атмосферы позволяют точно контролировать потенциал углерода, предотвращая обезуглероживание поверхности.
Этап 3: Изотермическая закалка (Аустемперирование)
Это сердце процесса. Раскаленные детали быстро переносятся в ванну с расплавленными солями (нитраты/нитриты) или в камеру с принудительной циркуляцией воздуха, нагретую до температуры изотермической выдержки (250–400°C). Скорость переноса критична: она должна быть такой, чтобы температура детали не упала ниже точки начала мартенситного превращения до входа в ванну.
Время выдержки варьируется от 1 до 4 часов в зависимости от требуемой твердости и размера сечения. При температуре около 250–300°C формируется нижний бейнит, обеспечивающий максимальную твердость и износостойкость. При температурах 350–400°C образуется верхний бейнит, который дает лучшее сочетание прочности и пластичности.
Этап 4: Охлаждение и отпуск
После завершения превращения детали охлаждаются на воздухе. Дополнительный низкотемпературный отпуск (200–250°C) часто применяется для снятия остаточных напряжений, возникших при неравномерном охлаждении сложных отливок. В 2026 году популярной стала технология «ступенчатого аустемперирования», позволяющая получать бимодальную структуру с градиентом свойств от поверхности к сердцевине.
- Преимущество технологии: Отсутствие необходимости в закалке маслом или водой исключает риск коробления и трещинообразования.
- Экологичность: Современные солевые ванны имеют замкнутый цикл регенерации, что соответствует строгим эко-стандартам 2026 года.
- Экономия энергии: Процесс требует меньше энергии на единицу прочности по сравнению с цементацией стали.
Механические свойства и сравнение с конкурентами
Главная ценность изотермически закаленного чугуна заключается в его уникальном соотношении прочности, пластичности и износостойкости. Материал способен конкурировать со сталью класса 40ХН и даже выше, оставаясь при этом дешевле в производстве конечной детали.
Ключевые характеристики
В зависимости от режима термообработки, свойства АДИ могут варьироваться в широких пределах, что делает его универсальным:
- Предел прочности на растяжение: от 800 до 1600 МПа.
- Предел текучести: от 500 до 1300 МПа.
- Относительное удлинение: от 2% (для самых твердых марок) до 10–12% (для вязких марок).
- Твердость: 250–550 HB.
- Ударная вязкость: до 70 Дж/см² для марок с верхним бейнитом.
Особенностью материала является высокое отношение предела текучести к пределу прочности (более 0.7), что характерно для высоколегированных сталей, но редко встречается в чугунах. Также стоит отметить выдающуюся износостойкость: благодаря наличию остаточного аустенита, который под нагрузкой трансформируется в мартенсит (эффект Трибо-Мартенсита), поверхность детали самоупрочняется в процессе работы.
Сравнительная таблица: АДИ против Стали и Обычного ЧШГ
| Параметр | Изотермически закаленный чугун (АДИ) | Легированная сталь (закаленная+отпуск) | Обычный ЧШГ (ферритно-перлитный) |
|---|---|---|---|
| Предел прочности (МПа) | 800 – 1600 | 800 – 1800 | 400 – 700 |
| Относительное удлинение (%) | 2 – 12 | 10 – 20 | 10 – 18 |
| Твердость (HB) | 250 – 550 | 250 – 600 | 150 – 250 |
| Демпфирующая способность | Высокая (лучше стали в 2-3 раза) | Низкая | Средняя |
| Обрабатываемость резанием | Хорошая (до закалки) / Сложная (после) | Сложная | Отличная |
| Стоимость готовой детали | На 20-30% ниже стали | Высокая | Низкая, но ниже прочность |
| Литейные свойства | Отличные (жидкотекучесть) | Плохие (ковку/прокат требуют) | Отличные |
Как видно из таблицы, изотермически закаленный чугун занимает нишу между обычным чугуном и сталью, предлагая прочность стали при сохранении литейных преимуществ чугуна. Особенно выделяется демпфирующая способность: детали из АДИ лучше гасят вибрации и шум, что критически важно для автомобильных трансмиссий и тяжелого оборудования.
Ценовая политика и факторы формирования стоимости в 2026 году
Вопрос цены является одним из самых частых запросов при поиске информации об АДИ. В 2026 году ценообразование на изотермически закаленный чугун претерпело изменения из-за колебаний стоимости энергоресурсов и легирующих добавок, однако материал сохраняет свою экономическую привлекательность.
Структура затрат
Цена конечного изделия складывается из нескольких компонентов:
- Стоимость шихты: Чугун требует меньше дорогих легирующих элементов (никель, молибден, хром), чем эквивалентная по прочности сталь. Основной вклад вносят железо, углерод и кремний, цены на которые относительно стабильны.
- Энергоемкость термообработки: Процесс аустемперирования длительный и требует поддержания высоких температур. Рост тарифов на электроэнергию и газ в ряде регионов повлиял на удорожание процесса на 5–8% за последний год.
- Солевые ванны и оборудование: Амортизация специализированного оборудования и утилизация солей составляют значительную часть накладных расходов.
- Контроль качества: Внедрение неразрушающего контроля (ультразвук, рентген) и спектрального анализа для каждой плавки увеличивает себестоимость, но необходимо для гарантии свойств.
Динамика цен
По состоянию на начало 2026 года, средняя стоимость отливок из АДИ варьируется в следующих диапазонах (зависит от объема партии и сложности):
- Мелкие серии (до 1 тонны): Цена может быть на 10–15% выше стоимости стальных поковок из-за затрат на настройку процесса.
- Средние и крупные серии: Экономия достигает 25–30% по сравнению со сталью. Это связано с сокращением механической обработки (литье ближе к чистовой форме) и отсутствием операций цементации или азотирования.
Важно отметить, что полная стоимость владения деталью из АДИ часто оказывается ниже, чем у стальной, благодаря увеличенному ресурсу работы. Например, шестерня из АДИ может служить в 2–3 раза дольше обычной закаленной стали в абразивных условиях, что компенсирует первоначальные затраты.
Факторы, влияющие на цену для заказчика
- Габариты и масса: Крупногабаритные детали требуют более мощного оборудования и больших ванн, что удорожает процесс.
- Требуемый класс прочности: Получение марок с твердостью выше 500 HB требует более точного контроля и чистых шихтовых материалов, что повышает цену.
- Геометрическая сложность: Тонкостенные элементы сложнее равномерно охладить без дефектов, требуя индивидуальных режимов.
Области применения и реальные кейсы использования
Благодаря своим уникальным свойствам, изотермически закаленный чугун нашел широкое применение в отраслях, где сочетаются высокие нагрузки, удары и износ. В 2026 году география применения расширилась за счет горнодобывающей промышленности и возобновляемой энергетики.
Автомобилестроение и транспорт
Это традиционный лидер потребления АДИ. Здесь материал используется для изготовления:
- Шестерен трансмиссии: Высокая контактная выносливость и способность гасить шум делают АДИ идеальным для коробок передач грузовиков и автобусов.
- Коленчатых валов: Для дизельных двигателей большой мощности. АДИ позволяет снизить вес вала на 10–15% по сравнению со стальным аналогом без потери прочности.
- Подвески: Рычаги и кронштейны, работающие в условиях циклических нагрузок.
Кейс: Один из ведущих производителей грузовиков в 2025 году полностью перевел производство ведущих мостов на АДИ. Результатом стало снижение массы узла на 18% и увеличение пробега до первого ремонта на 40%.
Горнодобывающая и строительная техника
В условиях агрессивной абразивной среды износостойкость АДИ незаменима.
- Ковши экскаваторов: Зубья и режущие кромки.
- Футеровка мельниц: Шары и футеровочные плиты.
- Гусеничные траки: Для тяжелой бронетехники и бульдозеров.
Здесь работает эффект самоупрочнения поверхности. Чем больше абразив воздействует на деталь, тем тверже она становится в зоне контакта.
Сельское хозяйство
Детали почвообрабатывающих машин (лемехи, диски борон) из АДИ показывают ресурс в 3–5 раз выше, чем детали из обычной стали 65Г. Это снижает простои техники в сезон полевых работ.
Новые направления 2026 года
В последние месяцы наблюдается рост спроса на АДИ в ветроэнергетике. Компоненты редукторов ветрогенераторов, работающие в условиях труднодоступности для обслуживания, все чаще изготавливают из АДИ для максимизации срока службы. Также материал начинает применяться в производстве спортивного инвентаря высокого класса (например, компоненты велосипедных трансмиссий), где важен каждый грамм веса.
Как выбрать поставщика и оценить качество продукции
Рынок изотермически закаленного чугуна в 2026 году представлен множеством игроков, от крупных металлургических холдингов до специализированных литейных цехов. Выбор правильного партнера критически важен, так как нарушение технологии на любом этапе сделает материал бесполезным.
Критерии выбора поставщика
- Наличие собственного цикла термообработки: Идеальный вариант — завод, который сам льет и сам проводит аустемперирование. Передача полуфабрикатов на стороннюю термообработку увеличивает риски окисления и нарушения температурных режимов при транспортировке. Компании вроде ООО «Цзяоцзо Гудэ», объединяющие литье, обработку и закалку в одном месте, демонстрируют наилучшие результаты по стабильности качества.
- Сертификация: Проверьте наличие сертификатов соответствия международным стандартам (ISO 17804, ASTM A897, EN 1564). Наличие собственной аккредитованной лаборатории обязательно.
- Опыт работы со сложными отливками: Запросите портфолио выполненных проектов, особенно в вашей отрасли. Способность производителя моделировать процесс заполнения формы и охлаждения (использование ПО типа MagmaSoft или ProCAST) говорит о высоком уровне компетенции.
- Гарантия свойств: Поставщик должен предоставлять протоколы испытаний на каждую партию с указанием твердости, микроструктуры и механических свойств. Важно, чтобы производитель мог предложить весь спектр марок — от пластичных до сверхтвердых, под конкретные задачи заказчика.
На что обратить внимание при приемке
При получении продукции следует провести визуальный осмотр и выборочные замеры твердости. Наличие зон с разной твердостью на одной детали свидетельствует о неравномерном охлаждении. Микроструктурный анализ должен подтвердить отсутствие свободного феррита, перлита и, самое главное, мартенсита (кроме поверхностного слоя, образовавшегося в результате трибо-эффекта).
Если поставщик не может предоставить данные о содержании остаточного аустенита (которое должно составлять 10–20% для оптимальных свойств), это повод усомниться в качестве технологии.
Часто задаваемые вопросы (FAQ)
В чем главная разница между закаленным чугуном и изотермически закаленным?
Обычная закалка чугуна (в воду или масло) приводит к образованию мартенсита — очень твердой, но хрупкой структуры, склонной к трещинам. Изотермически закаленный чугун проходит обработку в горячей среде (соли), что формирует бейнит. Бейнит сочетает высокую твердость с отличной ударной вязкостью, делая материал пригодным для динамических нагрузок.
Можно ли сваривать детали из АДИ?
Сварка изотермически закаленного чугуна крайне затруднена и обычно не рекомендуется. Высокая температура сварки разрушает уникальную бейнитную структуру в зоне термического влияния, превращая ее в хрупкий мартенсит или мягкий феррит. Для соединения деталей из АДИ предпочтительнее использовать болтовые соединения или клейкие композиты. Если сварка неизбежна, требуется сложный предварительный подогрев и последующая повторная термообработка всей детали.
Насколько велика экономия при переходе со стали на АДИ?
В среднем, замена стальной кованой детали на литую из АДИ позволяет снизить стоимость производства на 20–30%. Экономия складывается из снижения расхода металла (ближе к чистовой форме), исключения дорогостоящей механической обработки и отсутствия необходимости в поверхностном упрочнении. Кроме того, увеличивается срок службы изделия.
Подвержен ли АДИ коррозии?
Коррозионная стойкость АДИ примерно такая же, как у обычного серого чугуна или низколегированной стали. Он не является нержавеющим материалом. Для работы в агрессивных средах требуется нанесение защитных покрытий (окраска, цинкование, фосфатирование). Однако некоторые исследования 2025 года показывают, что определенная микроструктура АДИ может иметь чуть лучшую стойкость к атмосферной коррозии благодаря однородности структуры.
Каковы перспективы развития технологий АДИ?
Основные векторы развития связаны с легированием. Добавление небольших количеств никеля, меди и молибдена позволяет увеличить прокаливаемость крупных сечений (до 100 мм и более). Также развиваются методы поверхностного аустемперирования, когда только рабочий слой детали получает свойства АДИ, а сердцевина остается вязкой, что еще больше повышает усталостную прочность.
Заключение: Будущее за умными материалами
Изотермически закаленный чугун в 2026 году перестал быть экспериментальным материалом и превратился в мощный инструмент инженерной оптимизации. Его способность объединять несочетаемое — прочность стали, литейную технологичность чугуна и уникальную износостойкость — делает его безальтернативным выбором для современных высоконагруженных узлов.
Для предприятий, стремящихся снизить себестоимость продукции и повысить надежность оборудования, переход на АДИ является стратегически верным шагом. Однако успех зависит от тщательного выбора поставщика и строгого соблюдения технологической дисциплины. Инвестиции в качественные отливки из АДИ окупаются многократно за счет увеличения межремонтных интервалов и снижения эксплуатационных расходов.
Технологии не стоят на месте, и уже сегодня ведутся разработки новых марок АДИ с заданным градиентом свойств. Тем, кто игнорирует этот материал сегодня, завтра придется догонять конкурентов, которые уже используют весь потенциал «умного» чугуна.