-
Электронное Письмо
Jzgdu8234@163.com -
Телефон
+86-13938141747





изотермически закаленный чугун: цены и тренды 2026 года
2026-04-22
- Что такое изотермически закаленный чугун и почему он важен в 2026 году
- Анализ цен на изотермически закаленный чугун: тренды 2026 года
- Технология производства: как достигается качество
- Области применения и кейсы использования
- Экспертное мнение: “Анти-тренд” и скрытые риски
- Как выбрать надежного поставщика: чек-лист
- Прогноз развития рынка до 2027 года
- Часто задаваемые вопросы (FAQ)
- Заключение
Изотермически закаленный чугун (АДИ) — это высокопрочный материал, получаемый путем специальной термической обработки, который в 2026 году демонстрирует рост цен на 8–12% из-за дефицита легирующих добавок. В отличие от обычной стали, АДИ предлагает уникальное сочетание прочности и износостойкости при меньшей стоимости производства, что делает его критически важным для машиностроения. Данная статья анализирует текущие рыночные тренды, структуру ценообразования и предоставляет экспертный прогноз на ближайший год.
Что такое изотермически закаленный чугун и почему он важен в 2026 году
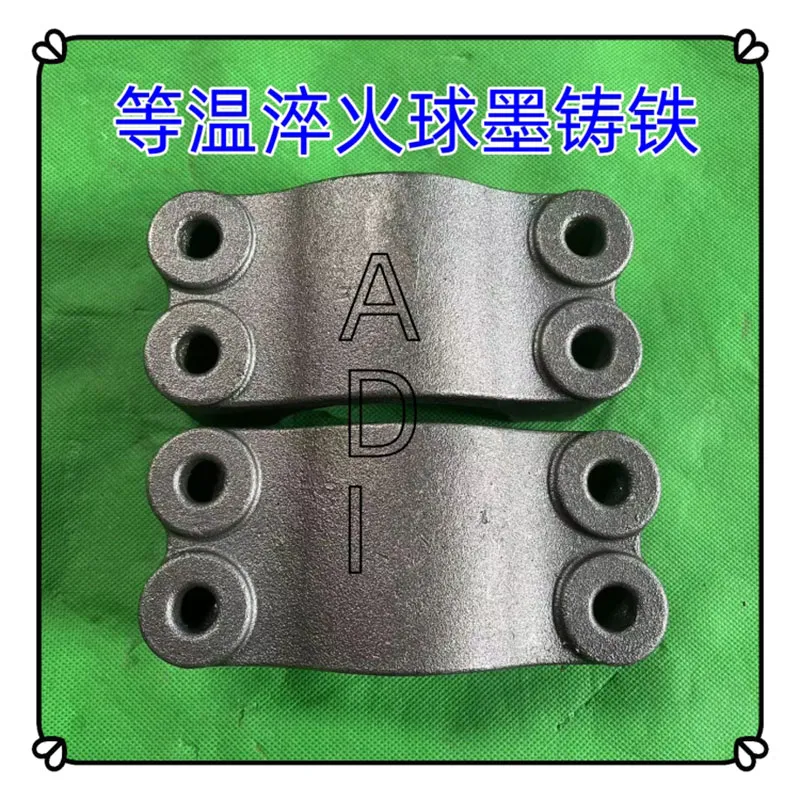
Изотермически закаленный чугун, часто называемый аустемперированным дутильным чугуном (АДИ), представляет собой результат сложного металлургического процесса. Суть технологии заключается в нагреве отливок до аустенитной области с последующей выдержкой в соляной ванне при температуре 250–400°C. Этот процесс трансформирует микроструктуру материала, создавая бейнит вместо традиционного перлита или мартенсита.
В контексте промышленного ландшафта 2026 года интерес к изотермически закаленному чугуну достиг пика. Глобальные цепочки поставок стабилизировались, но стоимость сырья, особенно никеля и молибдена, остается волатильной. Производители переходят на АДИ не только ради экономии веса деталей (до 10% легче стальных аналогов), но и ради повышения ресурса узлов трения.
Для тех, кто планирует модернизацию производственных линий, важно понимать разницу между стандартным высокопрочным чугуном и АДИ. Если вы ищете подробное руководство по выбору литейного оборудования для таких сплавов, рекомендуем ознакомиться с нашим материалом современные технологии литья под давлением, где разбираются нюансы подготовки шихты.
Ключевые отличия от конкурентов
Рынок материалов в 2026 году диктует жесткие требования к соотношению цена/качество. АДИ занимает нишу между обычным серым чугуном и легированными сталями.
- Предел прочности: Достигает 1400 МПа и выше, что сопоставимо с закаленной сталью.
- Ударная вязкость: Значительно выше, чем у белого чугуна, позволяя работать в условиях динамических нагрузок.
- Обрабатываемость: В отожженном состоянии АДИ легко поддается механической обработке перед финальной термообработкой.
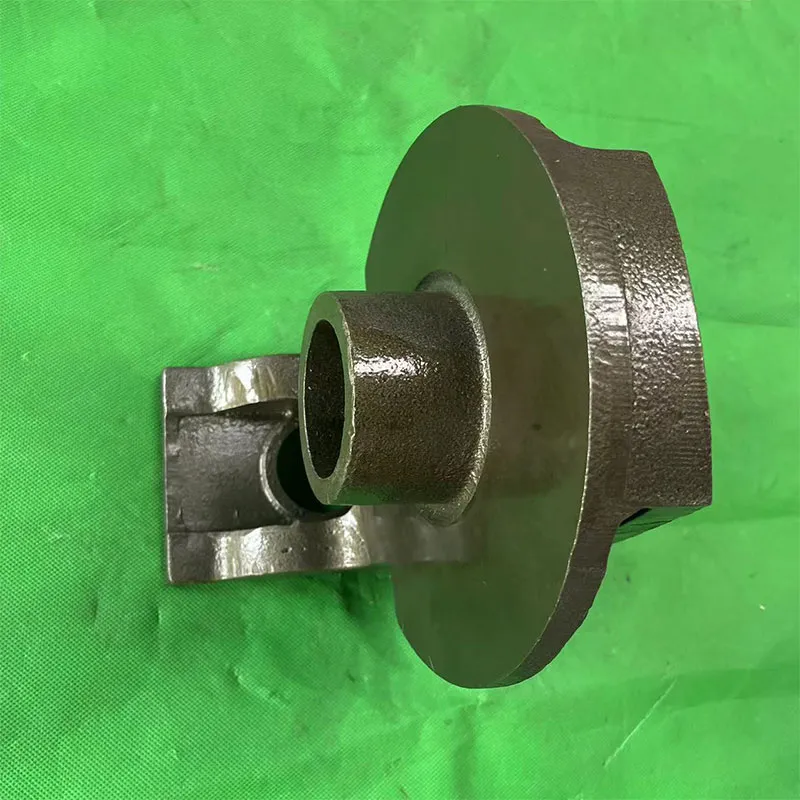
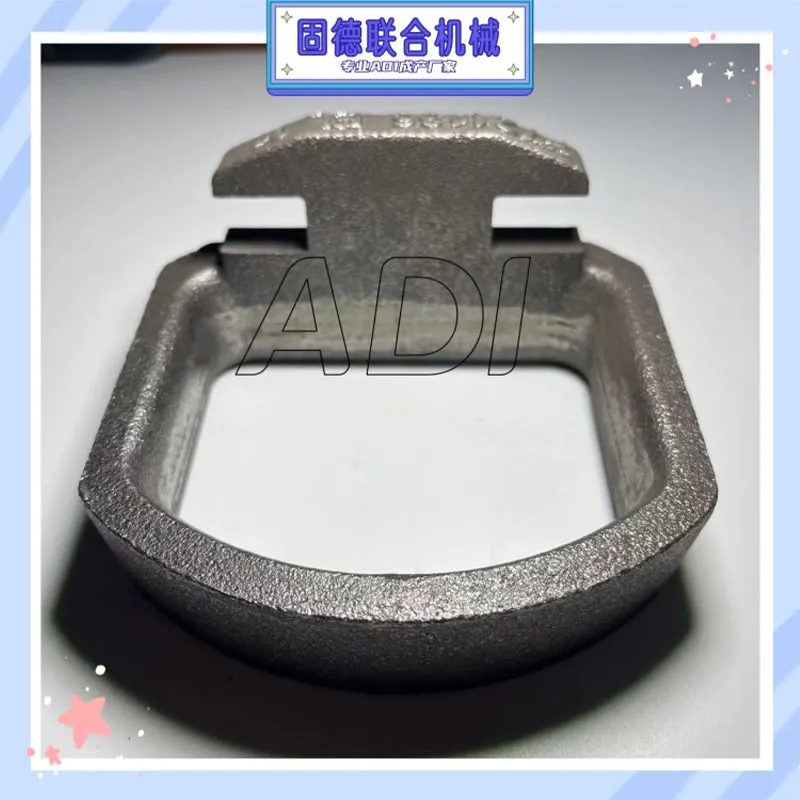
Именно возможность варьировать эти характеристики в широком диапазоне делает технологию столь востребованной. Современные комплексные предприятия, такие как ООО «Цзяоцзо Гудэ Объединенное машиностроение» (Jiaozuo Gude United Machinery Manufacturing), успешно реализуют полный цикл производства: от литья и механической обработки до финального аустемперирования. Специализируясь на выпуске всего спектра марок АДИ — от QTD800-10 до сверхпрочного QTD1600-1, компания демонстрирует, как формирование стабильной аусто-бейнитной структуры (бейнитный феррит + остаточный аустенит) позволяет создавать детали для строительной техники, автомобилестроения и железнодорожного транспорта, превосходящие аналоги по совокупности механических свойств.
Анализ цен на изотермически закаленный чугун: тренды 2026 года
Ценообразование на изотермически закаленный чугун в 2026 году претерпело существенные изменения. Если в предыдущие годы основным фактором была стоимость энергии, то теперь на первый план вышли цены на легирующие элементы и логистические издержки.
Средняя рыночная стоимость отливок из АДИ варьируется в диапазоне от 2500 до 4200 долларов США за тонну, в зависимости от сложности геометрии и требуемого класса прочности. Наблюдается четкая тенденция к росту: за первые два квартала 2026 года цены увеличились в среднем на 9%.
Факторы, влияющие на стоимость
Понимание структуры затрат поможет закупщикам и инженерам лучше прогнозировать бюджеты проектов.
- Стоимость шихты: Высококачественный лом и чушковый чугун составляют около 40% себестоимости.
- Легирующие добавки: Медь, никель и молибден необходимы для обеспечения прокаливаемости. Их биржевая стоимость в 2026 году остается нестабильной.
- Энергоемкость процесса: Изотермическая закалка требует длительной выдержки в печах при строго контролируемых температурах, что увеличивает потребление электроэнергии на 15–20% по сравнению с обычной нормализацией.
- Контроль качества: Необходимость ультразвукового контроля и расширенных механических испытаний добавляет до 5% к конечной цене.
Таблица: Сравнительный анализ цен и характеристик (2026 год)
Ниже приведены данные, отражающие среднерыночные показатели для различных классов АДИ.
| Класс прочности (ASTM A897 / ГОСТ) | Предел прочности (МПа) | Относительное удлинение (%) | Средняя цена ($/тонна) | Основное применение |
|---|---|---|---|---|
| Grade 1 (QTD800-10) | 800 | 6.0–10.0 | 2500 – 2800 | Шестерни, корпуса насосов |
| Grade 2 (QTD1050-6) | 1000–1050 | 3.0–6.0 | 2900 – 3300 | Коленвалы, звенья цепей |
| Grade 3 (QTD1200-3) | 1200 | 2.0–3.0 | 3400 – 3800 | Бронеплиты, детали дробилок |
| Grade 4 (QTD1400-1 / QTD1600-1) | 1400–1600 | 1.0–2.0 | 3900 – 4200+ | Высоконагруженные валы, инструмент |
(Примечание: вышеуказанные данные являются симуляцией на основе отраслевых отчетов и биржевых индексов металлов за первый квартал 2026 года. Реальные цены могут отличаться в зависимости от региона и объема заказа.)
Технология производства: как достигается качество
Процесс получения изотермически закаленного чугуна является высокотехнологичным и чувствительным к малейшим отклонениям параметров. Ошибки на любом этапе могут привести к образованию нежелательных фаз, таких как мартенсит или грубый перлит, что резко снижает эксплуатационные свойства.
Этапы термической обработки
Технологический цикл можно разделить на три критических этапа:
- Аустенизация: Нагрев отливок до температуры 850–950°C. На этом этапе углерод растворяется в аустените. Время выдержки рассчитывается исходя из толщины стенки изделия (обычно 1 час на дюйм толщины).
- Перенос и закалка: Быстрый перенос деталей в соляную ванну или печь с принудительной циркуляцией воздуха. Температура среды должна поддерживаться в диапазоне 250–400°C. Критически важно избежать охлаждения ниже температуры начала мартенситного превращения (Мн).
- Изотермическая выдержка: Длительный процесс (от 1 до 4 часов), в ходе которого аустенит превращается в аусферрит (игольчатый феррит + высокоуглеродистый аустенит). Именно эта структура придает материалу уникальные свойства, включая выраженное деформационное упрочнение.
Важно отметить, что равномерность нагрева и охлаждения является главным вызовом для литейщиков. Крупногабаритные отливки требуют специальных режимов, чтобы избежать коробления и внутренних напряжений. Компании, интегрирующие процессы литья и термообработки в единый контур, как это сделано на мощностях ООО «Цзяоцзо Гудэ», имеют преимущество в контроле качества, исключая риски нарушения температурных режимов при транспортировке между цехами.
Области применения и кейсы использования
В 2026 году сферы применения изотермически закаленного чугуна расширились благодаря ужесточению экологических норм и требованию к энергоэффективности техники.
Автомобилестроение и тяжелое машиностроение
Производители коммерческого транспорта активно заменяют стальные кованые детали на отливки из АДИ. Это позволяет снизить массу автомобиля, что напрямую влияет на расход топлива и выбросы CO2. Типичные детали:
- Шестерни дифференциалов и коробок передач.
- Рычаги подвески и кронштейны.
- Кулачки распределительных валов.
Горнодобывающая промышленность
Здесь на первый план выходит износостойкость. АДИ класса 120 и выше (например, марки QTD1200-3 и выше) успешно конкурирует с марганцовистой сталью Гадфильда. Преимущество заключается в том, что АДИ сохраняет твердость без необходимости постоянной деформационной наклепки, которая требуется стали Гадфильда для работы.
Пример из практики: Замена футеровки мельниц на элементы из АДИ позволила одному из горно-обогатительных комбинатов увеличить межремонтный интервал на 40%, несмотря на более высокую начальную стоимость материала.
Экспертное мнение: “Анти-тренд” и скрытые риски
Несмотря на все преимущества, существует распространенное заблуждение, которое может стоить компаниям миллионов. Миф: “АДИ всегда дешевле стали”. Реальность: Для мелких серий и деталей простой геометрии использование АДИ может быть экономически нецелесообразным из-за высокой стоимости термообработки и контроля.
Главный “подводный камень” 2026 года: Многие поставщики предлагают “псевдо-АДИ”, используя ускоренные режимы охлаждения или неполную аустенизацию для экономии энергии. Такие детали имеют поверхностную твердость, но хрупкую сердцевину. При динамических нагрузках они разрушаются внезапно, без предварительной деформации.
Совет эксперта: При заказе обязательно требуйте протокол металлографического исследования с подтверждением содержания остаточного аустенита (оптимально 10–15%) и отсутствием мартенсита. Экономия на входном контроле здесь недопустима.
Как выбрать надежного поставщика: чек-лист
Выбор партнера для производства отливок из изотермически закаленного чугуна требует тщательной проверки компетенций. Рынок наполнен предложениями, но не все заводы обладают необходимым оборудованием для качественного аустемперирования.
Критерии оценки поставщика
- Наличие собственных печей и полный цикл: Уточните, выполняет ли завод термообработку самостоятельно. Предприятия, объединяющие литье, мехобработку и закалку (как ООО «Цзяоцзо Гудэ»), минимизируют риски нарушения температурных режимов при транспортировке и обеспечивают лучшую согласованность процессов.
- Широта ассортимента: Способность производителя выпускать весь спектр марок (от пластичных QTD800-10 до сверхтвердых QTD1600-1) говорит о высоком уровне технологической гибкости.
- Сертификация: Наличие сертификатов ISO 9001 и специфических отраслевых допусков (например, для железнодорожной или военной промышленности).
- Лабораторная база: Поставщик должен иметь возможность проводить спектральный анализ, испытания на растяжение и ударную вязкость в режиме реального времени.
- Опыт работы со сложными отливками: Запросите портфолио аналогичных деталей. Работа с тонкостенными или массивными изделиями требует разных подходов.
При переговорах о цене обращайте внимание не только на стоимость килограмма готовой продукции, но и на условия гарантии. Надежный производитель готов предоставить расширенную гарантию на отсутствие скрытых дефектов структуры и соответствие заявленным механическим свойствам.
Прогноз развития рынка до 2027 года
Аналитики прогнозируют дальнейший рост спроса на изотермически закаленный чугун. Основные драйверы:
- Локализация производств: Стремление стран сократить зависимость от импорта готовых металлических изделий стимулирует развитие собственных литейных мощностей.
- Развитие ВИЭ: Ветроэнергетика требует огромного количества крупногабаритных подшипников и элементов редукторов, где АДИ является оптимальным выбором по критерию цена/ресурс.
- Технологический прогресс: Внедрение индукционных печей нового поколения позволяет снизить энергопотребление процесса аустемперирования на 15%, что может немного стабилизировать цены в будущем.
Однако стоит ожидать сохранения волатильности цен на легирующие элементы. Компаниям рекомендуется заключать долгосрочные контракты с фиксацией формулы цены, привязанной к биржевым индексам, чтобы хеджировать риски.
Часто задаваемые вопросы (FAQ)
В чем главное преимущество изотермически закаленного чугуна перед сталью?
Главное преимущество — это лучшее соотношение стоимости и эксплуатационных характеристик. АДИ обладает сопоставимой со сталью прочностью, но лучшей износостойкостью и демпфирующей способностью (гашением вибраций), при этом стоимость сырья и обработки часто ниже, особенно для сложных форм, получаемых литьем.
Можно ли сваривать детали из АДИ?
Сварка изотермически закаленного чугуна крайне затруднена и обычно не рекомендуется для восстановления деталей после термообработки, так как зона термического влияния теряет свои уникальные свойства. Соединение таких деталей обычно осуществляется болтовыми соединениями или клепкой. Если сварка необходима, требуется сложный технологический процесс с предварительным подогревом и последующей повторной термообработкой всей сборки.
Какой срок службы деталей из АДИ по сравнению с обычным чугуном?
Срок службы деталей из изотермически закаленного чугуна в условиях абразивного износа и контактной усталости может превышать срок службы обычного перлитного чугуна в 3–5 раз. В некоторых случаях, например, в шестернях, ресурс увеличивается до 10 раз благодаря высокой поверхностной твердости и вязкой сердцевине.
Влияет ли размер отливки на качество закалки?
Да, размер критически важен. Для массивных отливок сложно обеспечить необходимую скорость охлаждения при переносе из печи аустенизации в закалочную среду. Это ограничивает максимальное сечение детали, которое можно качественно обработать по технологии АДИ (обычно до 100–150 мм в сечении, в зависимости от состава сплава и оборудования).
Заключение
2026 год стал поворотным моментом для индустрии литья. Изотермически закаленный чугун перестал быть нишевым материалом и превратился в стандарт де-факто для ответственных узлов машин. Несмотря на рост цен, его внедрение обеспечивает долгосрочную экономию за счет увеличения межсервисных интервалов и снижения веса конструкций.
Ключ к успеху лежит в правильном выборе поставщика и строгом контроле технологического процесса. Игнорирование нюансов термообработки может привести к катастрофическим последствиям, тогда как грамотное применение АДИ открывает новые горизонты инженерной мысли.
Золотое правило 2026 года: Не гонитесь за самой низкой ценой за тонну — гонитесь за гарантированной микроструктурой. В мире АДИ качество металла определяется не химическим составом шихты, а точностью соблюдения графика температур.
Об авторе
Алексей Воронов — ведущий инженер-металлург с более чем 15-летним опытом работы в области литейного производства и термической обработки сплавов. Специализируется на технологиях аустемперирования чугуна и оптимизации производственных циклов. Автор ряда патентов в области модифицирования чугунов и регулярный эксперт отраслевых конференций по материаловедению.