-
Электронное Письмо
Jzgdu8234@163.com -
Телефон
+86-13938141747





Износостойкие детали из аустенитно-бейнитного чугуна: цены и тренды 2026
2026-04-22
- Что такое аустенитно-бейнитный чугун и почему он доминирует в 2026 году?
- Технология производства: От плавки до аустемперирования
- Ценовая политика и рыночные тренды 2026 года
- Области применения: Где замена неизбежна?
- Реализация потенциала АБЧ: Роль современных производителей
- Экспертный взгляд: “Обратная сторона медали” и скрытые риски
- Руководство по выбору поставщика в 2026 году
- Часто задаваемые вопросы (FAQ)
- Заключение
Износостойкие детали из аустенитно-бейнитного чугуна (АБЧ) — это ключевое решение для горнодобывающей и металлургической отраслей, обеспечивающее срок службы в 2–4 раза выше по сравнению с традиционным белым чугуном. В 2026 году цены на такие компоненты варьируются от 180 до 350 долларов США за тонну в зависимости от сложности литья и легирующих добавок. Данная статья анализирует текущие рыночные тренды, технологические преимущества материала и предоставляет практическое руководство по выбору поставщиков, помогая снизить операционные расходы на замену расходных материалов.
Что такое аустенитно-бейнитный чугун и почему он доминирует в 2026 году?
Аустенитно-бейнитный чугун, часто называемый в международной практике “ADI” (Austempered Ductile Iron), представляет собой уникальную группу высокопрочных чугунов с шаровидным графитом. Его микроструктура формируется в результате специальной термической обработки — аустемперирования. Этот процесс превращает исходную аустенитную структуру в бейнит без образования хрупкого мартенсита, что наделяет материал исключительным сочетанием прочности, пластичности и износостойкости.
В отличие от стандартного серого чугуна или даже легированных сталей, износостойкие детали из аустенитно-бейнитного чугуна обладают внутренней способностью к упрочнению в процессе эксплуатации. При контакте с абразивными средами поверхность детали деформируется, вызывая трансформацию остаточного аустенита в мартенсит прямо в зоне трения. Это явление, известное как трибологическое упрочнение, создает самозатачивающийся эффект, который критически важен для работы дробилок, мельниц и насосов в агрессивных условиях.
Для тех, кто интересуется глубоким сравнением металлургических свойств различных сплавов, рекомендуем ознакомиться с нашим подробным материалом: сравнительный анализ износостойких сплавов для тяжелой промышленности. Это поможет понять место АБЧ в общей иерархии конструкционных материалов.
Ключевые механические характеристики
Уникальность материала заключается в возможности варьировать его свойства путем изменения режимов термообработки. Инженеры могут получать широкий спектр характеристик под конкретные задачи:
- Предел прочности на разрыв: от 850 до 1600 МПа.
- Относительное удлинение: от 2% до 10%, что несравнимо выше, чем у белого чугуна (менее 1%).
- Твердость: диапазон от 270 до 550 HB.
- Ударная вязкость: до 150 Дж при комнатной температуре.
Именно этот баланс позволяет деталям выдерживать не только абразивный износ, но и ударные нагрузки, которые мгновенно разрушают более твердые, но хрупкие аналоги.
Технология производства: От плавки до аустемперирования
Производство качественных деталей требует строгого соблюдения технологического цикла. Любое отклонение на этапе плавки или термообработки может нивелировать преимущества материала. Процесс можно разделить на четыре критических этапа.
1. Модифицирование и сфероидизация
Основой служит чугун с шаровидным графитом. Расплав обрабатывается магнием или церием для обеспечения сферической формы графитовых включений. Размер и распределение графита напрямую влияют на итоговую ударную вязкость. В 2026 году стандарты контроля чистоты расплава ужесточились: содержание вредных примесей (сурьмы, свинца) должно быть менее 0.005%.
2. Аустенизация
Отливки нагреваются до температуры 850–950°C и выдерживаются в течение времени, достаточного для насыщения металлической матрицы углеродом. На этом этапе формируется высокотемпературный аустенит. Важно отметить, что время выдержки рассчитывается индивидуально для каждого сечения детали, чтобы избежать неоднородности структуры.
3. Изотермическая закалка (Аустемперирование)
Это самый ответственный этап. Детали быстро переносятся в солевую ванну с температурой 250–400°C. Здесь происходит распад аустенита на игольчатый феррит и высокоуглеродистый аустенит. Температура ванны определяет конечные свойства:
– Низкие температуры (250–300°C) дают высокую твердость и износостойкость.
– Высокие температуры (350–400°C) обеспечивают максимальную пластичность и ударную вязкость.
4. Охлаждение и финишная обработка
После выдержки детали охлаждаются на воздухе. Дополнительный отпуск обычно не требуется, так как структура уже стабильна. Однако для снятия остаточных напряжений в крупногабаритных узлах может применяться низкотемпературный отпуск.
Ценовая политика и рыночные тренды 2026 года
Рынок износостойких деталей из аустенитно-бейнитного чугуна в 2026 году демонстрирует устойчивый рост, обусловленный удорожанием энергоресурсов и необходимостью повышения эффективности горнодобывающих предприятий. Покупатели все чаще переходят от стратегии “минимальной закупочной цены” к стратегии “минимальной стоимости владения” (TCO).
Факторы формирования цены
Стоимость готовой детали складывается из нескольких компонентов, динамика которых в 2026 году выглядит следующим образом:
- Сырье (шихта): Цены на лом и чушковый чугун остаются волатильными. Использование вторичного сырья высокого качества позволяет снизить себестоимость на 10–15% без потери свойств.
- Энергоемкость: Процесс аустемперирования требует значительных затрат электроэнергии и газа. Рост тарифов на энергоносители в Европе и Азии привел к увеличению производственных издержек на 8–12% по сравнению с 2024 годом.
- Легирование: Добавление молибдена, никеля и меди для улучшения прокаливаемости крупных сечений существенно влияет на цену. Например, партии с повышенным содержанием никеля могут стоить на 20% дороже базовых марок.
- Контроль качества: Внедрение неразрушающего контроля (ультразвук, рентген) и спектрального анализа каждой плавки добавляет около 5% к конечной стоимости, но является обязательным требованием для крупных контрактов.
Сравнительная таблица стоимости и эффективности
Ниже приведены ориентировочные данные по рынку РФ и СНГ на первый квартал 2026 года. Данные демонстрируют экономическую целесообразность перехода на АБЧ.
| Тип материала | Средняя цена за кг ($) | Относительный ресурс (ед.) | Стоимость 1 единицы ресурса ($) | Ударная стойкость |
|---|---|---|---|---|
| Серый чугун (СЧ20) | 1.2 – 1.5 | 1.0 | 1.35 | Низкая |
| Белый чугун (ЧХ12) | 2.0 – 2.4 | 2.5 | 0.92 | Очень низкая |
| Сталь 110Г13Л (Гадфильда) | 2.5 – 3.0 | 3.0 | 0.90 | Высокая |
| АБЧ (ADI) | 3.2 – 4.0 | 6.0 – 8.0 | 0.55 | Высокая |
(Примечание: вышеуказанные данные являются симуляцией на основе отраслевых отчетов и средних биржевых котировок начала 2026 года. Реальные цены могут отличаться в зависимости от региона, объема заказа и логистических условий.)
Как видно из таблицы, несмотря на то, что начальная цена за килограмм износостойких деталей из аустенитно-бейнитного чугуна выше, чем у стали Гадфильда, стоимость единицы износа оказывается почти в два раза ниже. Это делает АБЧ наиболее выгодным решением для долгосрочных проектов.
Области применения: Где замена неизбежна?
Универсальность материала позволяет использовать его в самых разных узлах трения. В 2026 году наблюдается расширение географии применения АБЧ за счет освоения новых месторождений с сложными геологическими условиями.
Горнодобывающая промышленность
Это основной потребитель. Футеровки шаровых мельниц, бронеплиты конусных дробилок, лопасти шнеков и ковши экскаваторов работают в условиях экстремального абразивного износа. Традиционные решения здесь часто не выдерживают нагрузок, требуя частых остановок оборудования. Детали из АБЧ позволяют увеличить межремонтные интервалы с 200 до 600 часов работы.
Железнодорожный транспорт
Шестерни тяговых приводов, элементы подвески и тормозные колодки из аустенитно-бейнитного чугуна показывают превосходные результаты. Высокая усталостная прочность материала критически важна для безопасности движения поездов с увеличенной осевой нагрузкой.
Сельское хозяйство
Лемехи плугов, диски борон и детали почвообрабатывающих машин подвергаются воздействию песка и камней. Легкость деталей из АБЧ по сравнению со стальными аналогами снижает нагрузку на трактор, экономя топливо, а высокая износостойкость уменьшает количество замен за сезон.
Реализация потенциала АБЧ: Роль современных производителей
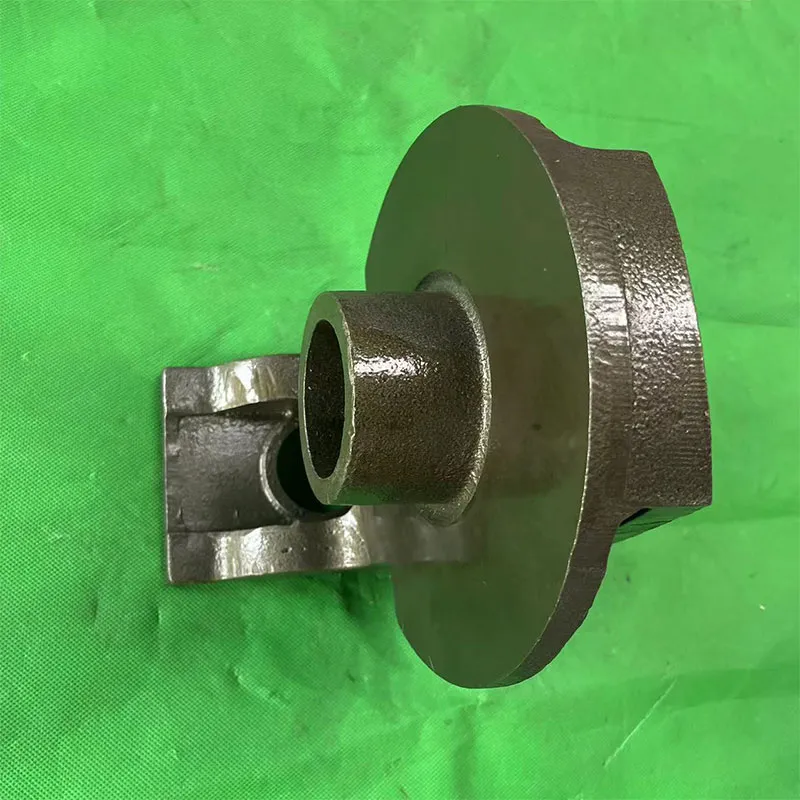
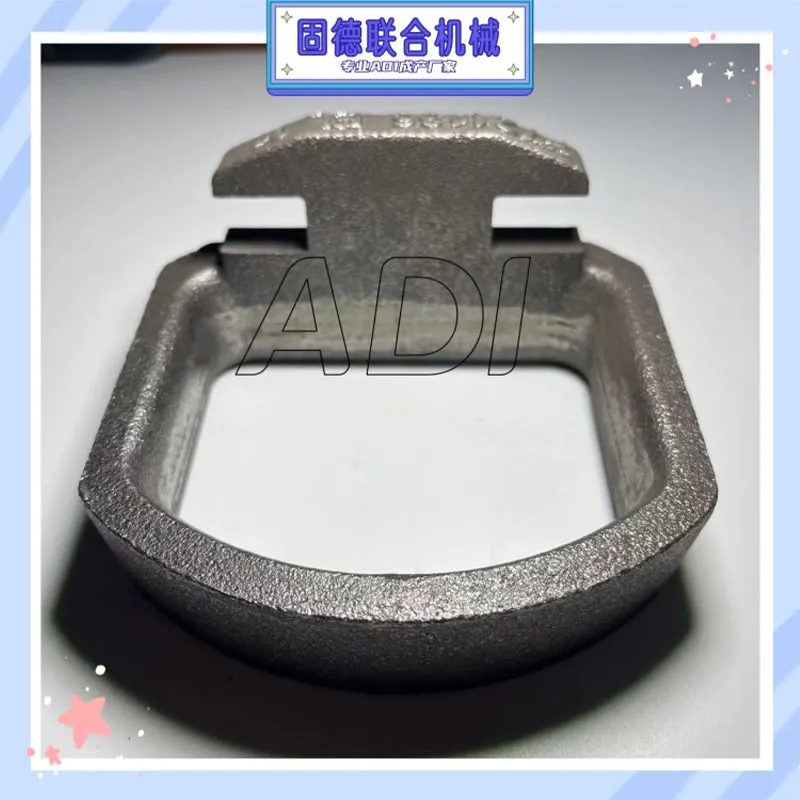
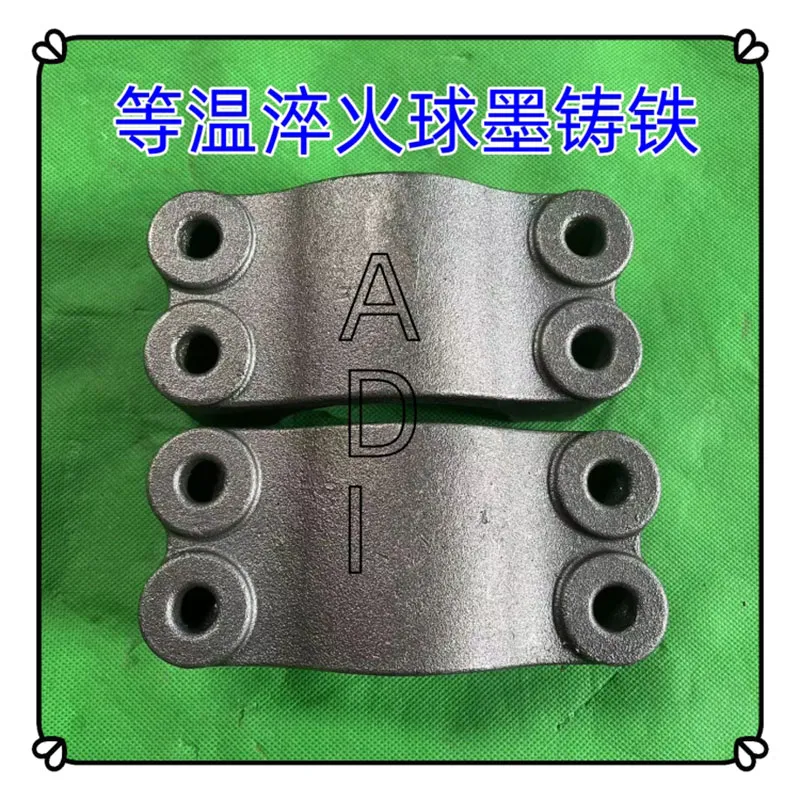
Теоретические преимущества материала могут быть реализованы только при условии безупречного соблюдения технологии. Именно поэтому выбор партнера, обладающего полным циклом производства, становится решающим фактором успеха. Ярким примером такого подхода является компания ООО «Цзяоцзо Гудэ Объединенное машиностроение» (Jiaozuo Good United Machinery Manufacturing).
Специализируясь исключительно на производстве аустемперированного чугунного сплава (ADI) и низкотемпературного чугуна, предприятие объединяет в себе все ключевые этапы: от литья и механической обработки до финального аустемперирования. Такой интегрированный подход позволяет контролировать качество на каждом шаге, гарантируя формирование идеальной двухфазной структуры из бейнитного феррита и остаточного аустенита, стабилизированного кремнием.
В портфолио компании представлен полный спектр марок АБЧ, закрывающий любые инженерные задачи: от пластичных QTD800-10 и QTD900-8 до сверхпрочных QTD1400-1 и QTD1600-1. Продукция «Цзяоцзо Гудэ» широко востребована в производстве высоконагруженных узлов для строительной техники, автомобилестроения и железнодорожного транспорта. Возможность изготовления деталей по индивидуальным чертежам заказчика позволяет адаптировать свойства материала под специфические условия эксплуатации, будь то экстремальный износ в горной добыче или циклические нагрузки в трансмиссиях.
Экспертный взгляд: “Обратная сторона медали” и скрытые риски
Несмотря на очевидные преимущества, рынок наводнен низкокачественной продукцией, которая дискредитирует технологию. Как эксперт с многолетним опытом, я обязан предупредить о главном заблуждении отрасли.
Миф: “Любой чугун с шаровидным графитом после закалки становится АБЧ”.
Реальность: Без строгого контроля температуры солевой ванны и времени выдержки получается не бейнит, а смесь мартенсита и перлита. Такая деталь будет иметь высокую твердость, но нулевую ударную вязкость. Она рассыплется при первом же серьезном ударе, создавая иллюзию хрупкости всего класса материалов.
Совет эксперта (Anti-Pattern): Никогда не выбирайте поставщика исключительно по цене за килограмм. Дешевый АБЧ — это оксюморон. Процесс аустемперирования энергоемок и требует дорогостоящего оборудования. Если цена подозрительно низка, производитель, скорее всего, пропустил этап изотермической выдержки или использовал дешевое сырье с высоким содержанием фосфора. Требуйте предоставления протоколов металлографического исследования структуры каждой партии. Наличие карбидов в структуре недопустимо для ударонагруженных узлов.
Еще один важный нюанс — обрабатываемость. АБЧ в готовом виде практически не поддается механической обработке резанием из-за высокой твердости. Все отверстия, резьбы и посадочные поверхности должны быть выполнены на этапе литья или до термообработки. Попытка просверлить готовую деталь приведет к мгновенному выходу инструмента из строя.
Руководство по выбору поставщика в 2026 году
Выбор надежного партнера для закупки износостойких деталей из аустенитно-бейнитного чугуна требует комплексного подхода. Вот чек-лист, который поможет избежать ошибок:
- Наличие собственной лаборатории и полного цикла: Поставщик должен иметь возможность проводить спектральный анализ, тесты на твердость и сам процесс аустемперирования на одной площадке (как это реализовано в передовых компаниях отрасли). Запросите сертификаты на плавку.
- Опыт в вашей нише: Литье для насосов и литье для дробилок требуют разных подходов к конструированию литниковых систем. Уточните референс-лист завода.
- Гарантийные обязательства: Честный производитель готов предоставить гарантию на ресурс детали, а не только на отсутствие литейных дефектов.
- Гибкость производства: Возможность изготовления продукции по индивидуальным требованиям и наличие широкого спектра марок (от QTD800 до QTD1600) свидетельствует о высоком технологическом уровне предприятия.
- Логистика и сроки: Учитывая длину производственного цикла (до 3-4 недель с учетом термообработки), планируйте заказы заранее. Работа “под заказ” без складских запасов — норма для качественного продукта.
Часто задаваемые вопросы (FAQ)
Каков срок службы деталей из АБЧ по сравнению со сталью 110Г13Л?
В условиях чистого абразивного износа (без сильных ударов) ресурс АБЧ превышает ресурс стали Гадфильда в 2–3 раза. При наличии значительных ударных нагрузок показатели сравниваются, но АБЧ выигрывает за счет стабильности размеров и отсутствия наклепа, который меняет геометрию стальных деталей.
Можно ли сваривать детали из аустенитно-бейнитного чугуна?
Сварка крайне не рекомендуется. Локальный нагрев разрушает уникальную бейнитную структуру, создавая зоны отпуска и хрупкости вокруг шва. Ремонт возможен только с использованием специальных технологий холодной сварки композитными материалами или механическим соединением, но это временная мера.
Влияет ли температура эксплуатации на свойства материала?
Да. Стандартные марки АБЧ сохраняют свои свойства до +300°C. При более высоких температурах начинается распад остаточного аустенита, что может привести к изменению размеров и снижению ударной вязкости. Для высокотемпературных сред требуются специальные легированные версии.
Почему цены на АБЧ растут быстрее, чем на обычный чугун?
Рост цен обусловлен не столько стоимостью шихты, сколько увеличением тарифов на электроэнергию и газ, необходимые для длительных циклов нагрева и поддержания температуры солевых ванн. Кроме того, ужесточение экологических норм требует затрат на очистку выбросов и утилизацию солей.
Заключение
2026 год закрепил статус износостойких деталей из аустенитно-бейнитного чугуна как стандарта де-факто для тяжелых отраслей промышленности. Сочетание выдающейся износостойкости, достаточной вязкости и экономической эффективности делает этот материал безальтернативным выбором для модернизации производственных линий. Однако успех внедрения зависит от компетентности поставщика и строгого соблюдения технологии. Инвестиции в качественный АБЧ, произведенный на предприятиях с полным циклом контроля, окупаются сокращением простоев и снижением расходов на обслуживание оборудования, что в текущих экономических условиях является решающим фактором конкурентоспособности предприятия.
Золотое правило инженера: “Дешевая деталь стоит дорого, если она останавливает конвейер каждые два дня. Выбирайте ресурс, а не цену за килограмм.”
Об авторе
Алексей Волков — ведущий инженер-металлург с 15-летним опытом в области литейного производства и термической обработки сплавов. Специализируется на внедрении технологий аустемперирования в горнодобывающей отрасли России и СНГ. Автор более 30 технических публикаций и патентов в области повышения износостойкости конструкционных материалов.