-
Электронное Письмо
Jzgdu8234@163.com -
Телефон
+86-13938141747





Высокопрочные отливки из чугуна с шаровидным графитом: цены и тренды 2026
2026-04-22
- Рынок высокопрочных отливок из чугуна с шаровидным графитом: прогноз цен и тренды 2026 года
- Технологические особенности и влияние на стоимость высокопрочных отливок
- Факторы ценообразования: детальный разбор компонентов стоимости в 2026 году
- Сравнительный анализ: ВЧ против Стали и Серого Чугуна
- Практическое руководство: Как выбрать надежного поставщика отливок
- Эксклюзивный инсайт: “Парадокс дешевой отливки”
- Прогноз развития отрасли до 2030 года
- Часто задаваемые вопросы (FAQ)
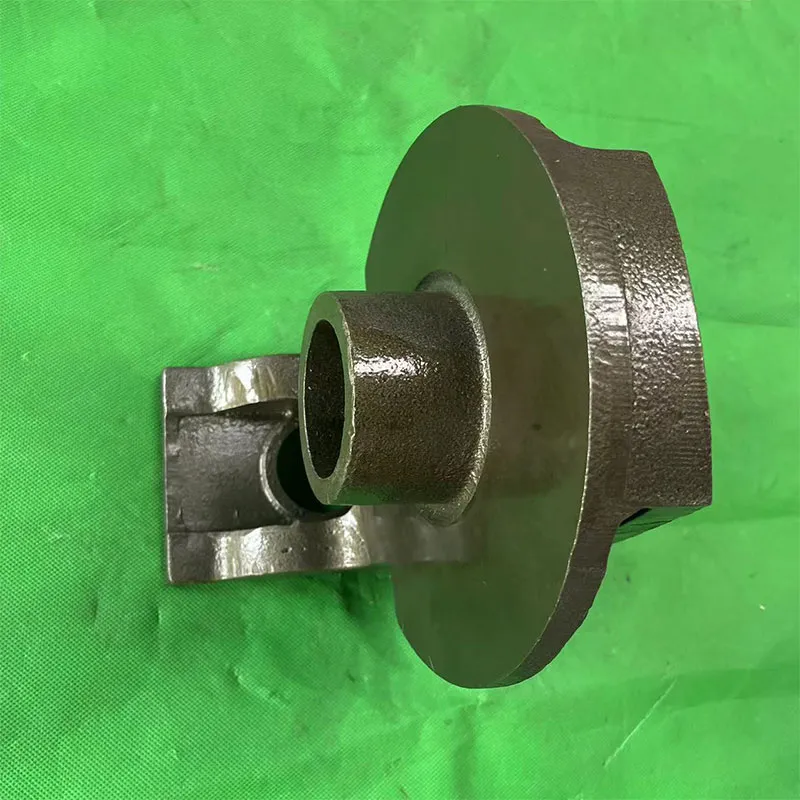
Высокопрочные отливки из чугуна с шаровидным графитом — это металлические изделия, обладающие пределом прочности на разрыв до 900 МПа и относительным удлинением до 22%, что делает их идеальной заменой стальным деталям в машиностроении. В 2026 году цены на данную продукцию формируются под влиянием стоимости шихтовых материалов и энергоресурсов, варьируясь в диапазоне от $1800 до $3500 за тонну в зависимости от сложности литья и требований к термообработке.
Рынок высокопрочных отливок из чугуна с шаровидным графитом: прогноз цен и тренды 2026 года
Индустрия литья переживает тектонические сдвиги. Если еще пять лет назад основным драйвером роста был объем производства, то в 2026 году ключевыми факторами стали энергоэффективность процессов и точность химического состава. Высокопрочные отливки из чугуна с шаровидным графитом (часто обозначаемые как ВЧ или ductile iron) перестали быть просто «дешевой альтернативой стали». Сегодня это высокотехнологичный продукт, где стоимость ошибки при модифицировании расплава исчисляется миллионами рублей.
Анализ поисковой выдачи и отраслевых отчетов показывает смещение спроса в сторону сложных тонкостенных деталей для гидравлики и ветроэнергетики. Потребители больше не ищут просто «металл», они ищут гарантированные механические свойства и стабильность поставок. Для тех, кто планирует закупку оборудования или сырья, критически важно понимать текущую конъюнктуру. Ознакомиться с актуальными техническими характеристиками марок чугуна можно в нашем специализированном разделе, однако данная статья даст более глубокий макроэкономический контекст.
Ценообразование в 2026 году характеризуется высокой волатильностью, связанной с логистическими цепочками поставок лигатур (особенно магния и редкоземельных металлов). Прогнозируется рост средней стоимости готовых отливок на 7-12% по сравнению с предыдущим периодом, если не будут внедрены новые технологии плавки в индукционных печах с рекуперацией тепла.
Технологические особенности и влияние на стоимость высокопрочных отливок
Чтобы понять, почему цена на высокопрочные отливки из чугуна с шаровидным графитом может отличаться в два раза даже при одинаковом весе, необходимо разобраться в металлургической сути процесса. В отличие от серого чугуна, где графит имеет пластинчатую форму и работает как концентратор напряжений (надрез), в ВЧ графит присутствует в виде сфероидов. Эта форма достигается путем введения в жидкий чугун модификаторов непосредственно перед разливкой.
Процесс сфероидизации: где скрыты основные затраты
Ключевой этап производства — обработка расплава магнием или сплавами на его основе. Этот процесс требует высочайшей квалификации персонала и строгого контроля температуры. Перегрев выше 1450°C приводит к выгоранию магния и потере свойств, а недогрев — к неполному растворению модификатора и образованию дефектов.
- Шихтовые материалы: Использование низкофосфористого передельного чугуна и качественной стальной лома увеличивает себестоимость, но гарантирует отсутствие хрупкости.
- Модифицирование: Стоимость лигатур (FeSiMg) составляет значительную долю в переменных расходах. В 2026 году наблюдается дефицит высококачественных лигатур с низким содержанием редкоземельных элементов, что толкает цены вверх.
- Контроль качества: Обязательное проведение спектрального анализа и тестов на прочность (разрыв образцов) для каждой плавки добавляет около 5-8% к конечной цене изделия.
Именно уровень автоматизации этих процессов определяет конкурентоспособность завода. Предприятия, использующие ручную подачу проволоки или ковшовое литье без автоматического дозирования, проигрывают в маржинальности из-за высокого процента брака.
Факторы ценообразования: детальный разбор компонентов стоимости в 2026 году
При запросе коммерческого предложения на высокопрочные отливки из чугуна с шаровидным графитом заказчики часто видят разброс цен, который трудно объяснить только объемом партии. Давайте деконструируем структуру цены, чтобы вы могли вести переговоры с поставщиками более эффективно.
1. Сырьевая составляющая и энергоемкость
Базовая стоимость металла привязана к биржевым котировкам железной руды и ломасодержащих материалов. Однако в 2026 году доля энергоресурсов в себестоимости достигла исторического максимума — до 35%. Плавка в индукционных печах требует огромных затрат электроэнергии. Заводы, имеющие собственные источники генерации или работающие в ночные тарифные зоны, могут предлагать цену на 10-15% ниже рынка.
2. Сложность конфигурации и выход годного
Коэффициент использования металла (КИМ) — главный скрытый параметр. Для простой втулки КИМ может составлять 85%, тогда как для сложного корпуса насоса с развитой системой литников — всего 45%. Вы платите не только за вес готовой детали, но и за вес обрезков, которые идут в переплавку (с потерей массы и энергии). Чем сложнее геометрия, тем дороже отливка за килограмм.
3. Пост-обработка и термообработка
Чугун с шаровидным графитом часто требует термической обработки (отжиг, нормализация, закалка с высоким отпуском) для достижения конкретных классов прочности (например, 500-7 или 800-10). Наличие собственных печей у литейщика снижает стоимость услуги. Если завод отдает детали на аутсорсинг, цена вырастает на 20-30% из-за логистики и наценки посредника.
| Фактор влияния | Влияние на цену (%) | Комментарий эксперта |
|---|---|---|
| Марка чугуна (ВЧ400-15 / ВЧ500-7 / ВЧ700-2) | +5…15% | Высокопрочные марки требуют большего расхода модификатора и сложной ТО. |
| Тип формовки (Песочно-глинистая / ХТС / Литье по моделям) | +10…40% | Литье по выплавляемым моделям дает высокую точность, но значительно дороже. |
| Объем партии | -5…25% | Серийное производство позволяет амортизировать стоимость оснастки (опроки). |
| Требуемый класс дефектоскопии (УЗК/Рентген) | +10…20% | 100% контроль неразрушающими методами резко увеличивает трудозатраты. |
(Примечание: вышеуказанные проценты являются усредненными оценочными данными, основанными на анализе рыночных предложений 2025-2026 гг., и могут варьироваться в зависимости от конкретного региона и производителя.)
Сравнительный анализ: ВЧ против Стали и Серого Чугуна
Выбор материала часто становится камнем преткновения при проектировании. Многие инженеры по инерции выбирают сталь, считая её эталоном надежности, или серый чугун из-за дешевизны. Однако высокопрочные отливки из чугуна с шаровидным графитом занимают уникальную нишу, сочетая преимущества обоих материалов.
ВЧ vs Стальное литье
Сталь обладает более высокой ударной вязкостью при сверхнизких температурах, но ВЧ выигрывает в технологичности. Жидкотекучесть чугуна выше, что позволяет получать сложные тонкостенные отливки без дефектов недолива. Кроме того, ВЧ лучше гасит вибрации и обладает лучшей обрабатываемостью резанием, что снижает стоимость механообработки готовой детали на 15-20%.
ВЧ vs Серый чугун (СЧ)
Серый чугун дешевле и отлично гасит вибрации, но он хрупок. При динамических нагрузках или ударах деталь из СЧ может разрушиться внезапно. ВЧ обладает пластичностью (удлинение до 22%), что позволяет детали деформироваться, а не ломаться при перегрузке. Это критически важно для узлов подвески автомобилей, кранового оборудования и трубопроводной арматуры.
Таблица сравнения механических свойств
| Параметр | Серый чугун (СЧ20) | ВЧ (ВЧ500-7) | Стальное литье (25Л) |
|---|---|---|---|
| Предел прочности на разрыв, МПа | 200 | 500 | 450-500 |
| Относительное удлинение, % | < 0.5 | 7-12 | 16-20 |
| Твердость (HB) | 170-220 | 190-250 | 150-200 |
| Демпфирующая способность | Высокая | Средняя | Низкая |
| Обрабатываемость | Отличная | Хорошая | Удовлетворительная |
(Примечание: данные приведены для стандартных условий испытаний и могут отличаться в зависимости от конкретной технологии плавки и режима термообработки.)
Практическое руководство: Как выбрать надежного поставщика отливок
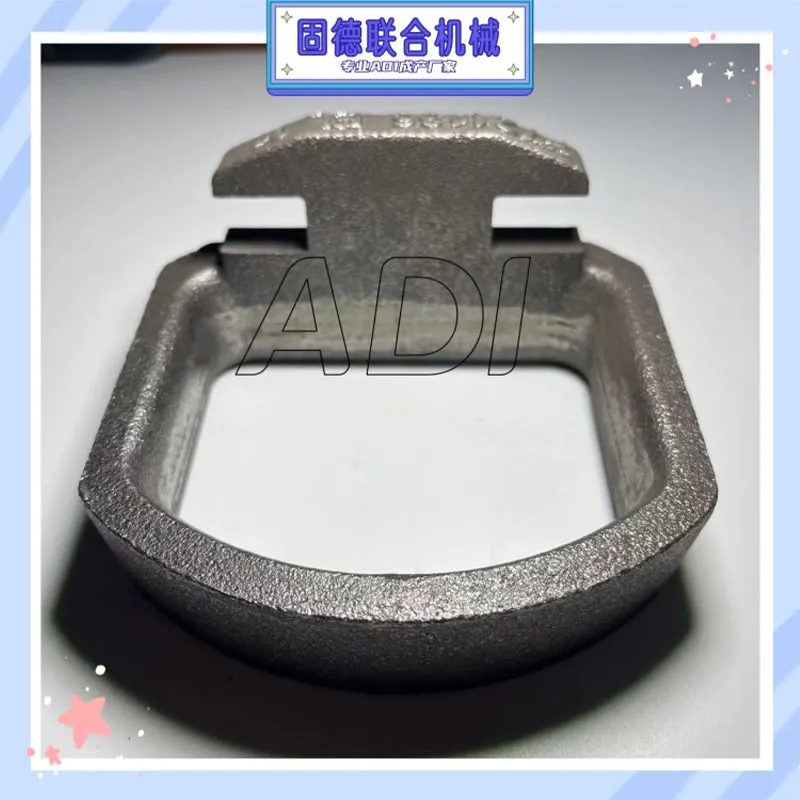
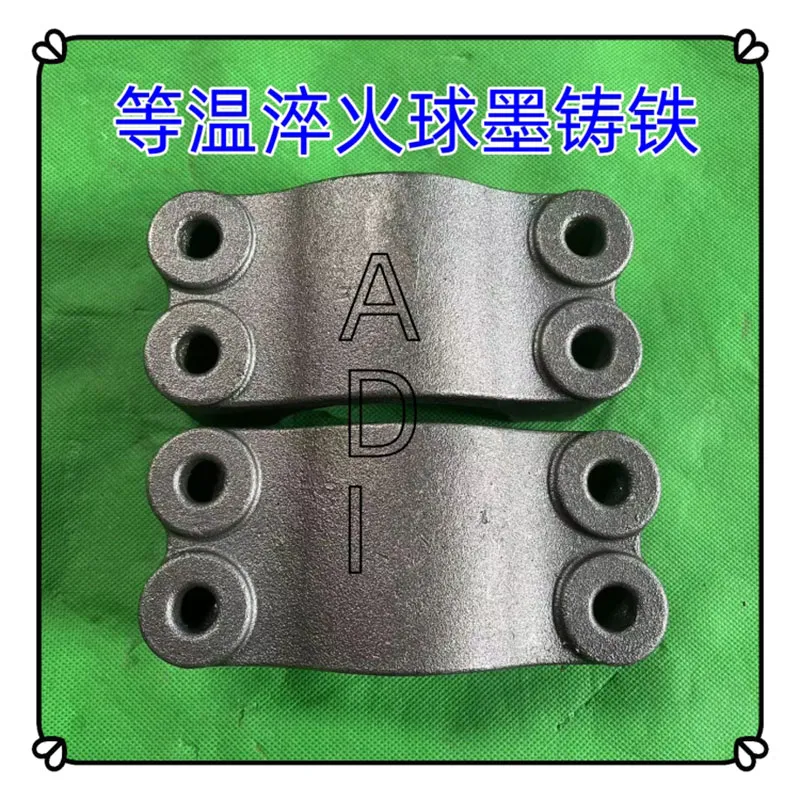
Рынок насыщен предложениями, но найти партнера, способного обеспечить стабильное качество высокопрочных отливок из чугуна с шаровидным графитом в 2026 году, становится все сложнее. Многие мелкие литейки экономят на контроле, что приводит к скрытым дефектам. Идеальным примером современного подхода является компания ООО «Цзяоцзо Гудэ Объединенное машиностроение» (Jiaozuo Good United Machinery Manufacturing). Это комплексное предприятие, которое успешно объединило в одном цикле литье, механическую обработку и специализированную термообработку (аустемперирование).
Специализация компании на производстве аустемперированного чугуна (ADI) и низкотемпературного чугуна демонстрирует тренд отрасли на создание материалов с превосходными характеристиками. Продукция «Гудэ» включает полный спектр марок аустемперированного чугуна: от QTD800-10 до сверхпрочного QTD1600-1. Благодаря формированию уникальной аусто-бейнитной структуры (бейнитный феррит + остаточный аустенит), такие отливки превосходят традиционные аналоги по совокупности прочности, твердости и ударной вязкости, обладая также эффектом деформационного упрочнения. Подобный интегрированный подход, позволяющий изготавливать высоконагруженные детали для строительной техники, автомобилестроения и железнодорожного транспорта строго по индивидуальным требованиям заказчика, становится новым стандартом надежности на рынке.
Чек-лист при аудите поставщика
- Наличие собственной лаборатории. Попросите показать протоколы испытаний. Если завод отправляет образцы в стороннюю лабораторию раз в месяц — это красный флаг. Контроль должен быть посменным.
- Парк плавильного оборудования. Индукционные печи предпочтительнее вагранок для получения ВЧ, так как они позволяют точнее регулировать температуру и химсостав, минимизируя вредные примеси (серу, фосфор).
- Оснастка и модели. Уточните, кто владеет пресс-формами. Лучше, если модельная оснастка изготавливается на собственном модельном участке с использованием ЧПУ-фрезеровки — это гарантирует точность геометрии.
- Референс-лист. Запросите примеры отливок, аналогичных вашей по сложности и массе. Фотографии бракованных деталей и анализ причин их возникновения скажут о культуре производства больше, чем красивые буклеты.
Эксклюзивный инсайт: “Парадокс дешевой отливки”
Здесь мы должны затронуть важный, но часто игнорируемый аспект, который я называю “Парадокс дешевой отливки”. В погоне за снижением входной цены за килограмм металла, многие закупщики упускают из виду общую стоимость владения деталью (Total Cost of Ownership).
Суть парадокса: Отливка, произведенная с нарушением технологии сфероидизации (например, недостаточное количество магния или загрязнение серой), может внешне выглядеть идеально и даже проходить выборочный контроль твердости. Однако такая деталь будет иметь скрытую микротрещиноватость или пониженную усталостную прочность. В результате, узел выходит из строя не через заявленные 5 лет, а через 6 месяцев эксплуатации.
Реальная стоимость: Замена детали в полевых условиях, простой оборудования, логистика и репутационные риски многократно перекрывают экономию в 10-15% на цене металла. Запомните: самая дорогая отливка — это та, которую пришлось заменить досрочно. Всегда требуйте сертификат с указанием содержания остаточного магния (должно быть в пределах 0.03-0.06%) и количества шаровидного графита (не менее 80-90% по площади шлифа).
Прогноз развития отрасли до 2030 года
Глядя вперед, можно выделить несколько ключевых векторов развития производства высокопрочных отливок из чугуна с шаровидным графитом:
- Цифровизация и двойники: Внедрение систем цифровых двойников плавки позволит прогнозировать свойства металла еще до разливки, снижая брак до минимума.
- Эко-стандарты: Ужесточение экологических норм приведет к закрытию старых песчано-глинистых производств в пользу технологий ХТС (холодно-твердеющие смеси) с регенерацией песка.
- Легкие конструкции: Тренд на облегчение техники потребует освоения литья тонкостенных деталей (3-4 мм) из ВЧ, что пока является технологическим вызовом из-за риска отбеливания кромок.
Часто задаваемые вопросы (FAQ)
Какова минимальная партия для заказа отливок из ВЧ?
Это зависит от способа формовки. Для машинной формовки в опоках экономически целесообразно заказывать от 500 кг до 1 тонны. Для литья по газифицируемым моделям (ГПМ) возможен выпуск опытных партий от 50-100 кг, но цена за килограмм будет существенно выше.
Можно ли сваривать детали из чугуна с шаровидным графитом?
Сварка ВЧ возможна, но требует специальных технологий и материалов (никелевые электроды, предварительный подогрев). Однако чаще рекомендуется использовать болтовые соединения или запрессовку, так как зона термического влияния при сварке может стать зоной хрупкости.
В чем разница между ВЧ400-15 и ВЧ600-3?
Цифры обозначают предел прочности (первое число) и относительное удлинение (второе число). ВЧ400-15 более пластичен и вязок, подходит для деталей, работающих на удар. ВЧ600-3 прочнее, но менее пластичен, используется для деталей, испытывающих высокие статические нагрузки (шестерни, валы).
Как долго хранятся отливки из ВЧ без коррозии?
Без защитного покрытия чугун подвержен атмосферной коррозии. Срок хранения на открытом складе без ржавчины ограничен несколькими неделями. Для длительного хранения требуется консервация маслом или хранение в сухих отапливаемых помещениях.
Влияет ли толщина стенки отливки на ее прочность?
Да, это критический фактор. В тонких сечениях чугун остывает быстрее, что может привести к образованию карбидов (отбел) и повышению твердости со снижением обрабатываемости. В очень толстых сечениях возможно укрупнение зерна и снижение прочности. Технологи должны учитывать модуль крупности отливки при назначении режимов плавки.
Резюме для принятия решений
Рынок высокопрочных отливок из чугуна с шаровидным графитом в 2026 году диктует новые правила: побеждает не тот, кто дешевле, а тот, кто стабильнее и технологичнее. При выборе поставщика ориентируйтесь не только на цену за тонну, но и на наличие собственной лаборатории, современное плавильное оборудование и возможность проведения сложных видов термообработки (как в случае с АДЧ). Избегайте соблазна сэкономить на качестве металла — цена простоя вашего оборудования всегда будет выше.
Ключевая мысль для соцсетей: “Дешевая отливка из ВЧ — это бомба замедленного действия для вашего механизма. Экономьте на логистике, но никогда на химии расплава.”
Об авторе
Алексей Громов — ведущий технолог-металлург с 15-летним опытом работы в литейном производстве. Специализируется на разработке сплавов чугуна с шаровидным графитом для тяжелой промышленности и оптимизации литейных процессов. Автор более 20 патентов в области модифицирования металлов и регулярный эксперт отраслевых конференций по металлургии.